 13 Feb 2018
13 Feb 2018
 24 Nov 2017
24 Nov 2017
 2 Nov 2017
2 Nov 2017
 3 May 2017
3 May 2017
 16 Jan 2017
16 Jan 2017
 12 Oct 2016
12 Oct 2016
weld camera Xiris welding High Dynamic Range fabtech Maverick Testing CanWeld 2016 Tip Tig Lincoln Electric
 16 Aug 2016
16 Aug 2016
quality control weld camera welding High Dynamic Range productivity color weld camera weld seam weld seam alignment
 12 Apr 2016
12 Apr 2016
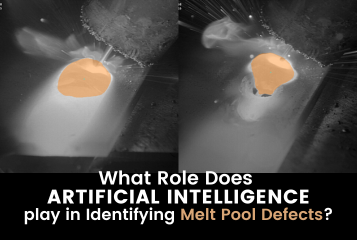
weld camera welding automation Education welding laser additive manufacturing additive manufacturing
23 Dec 2014