As with any investment in capital equipment, the decision to invest in Weld Cameras should involve detailed financial analysis. Using internal rate of return (IRR) and other financial metrics, the value of the Weld Camera needs to be compared against the value of other investment options.
The business case for a Weld Camera will be specific to each company, but there are various general areas on which to focus—areas we’ve been discussing in our series on How to Justify a Weld Camera. This installment looks at the cost savings related to final inspections.
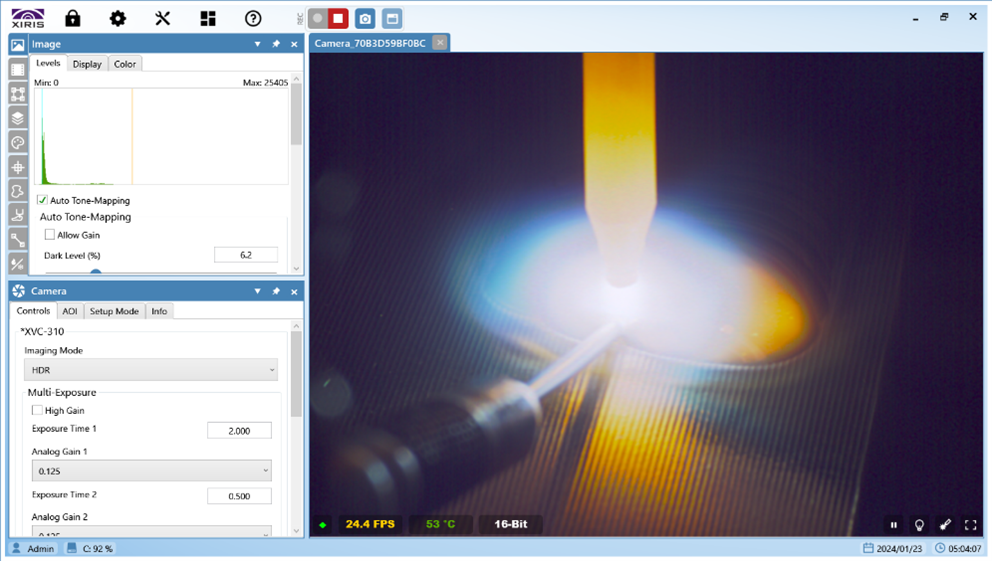
A Weld Camera gives an operator the ability to view an automated weld process remotely, which has value in many ways. Historically, however, remote monitoring via a Weld Camera has been a less-than-ideal solution because of image-quality issues related to the extreme range of brightness between the weld arc and the surrounding background, as well as between arc-on and arc-off conditions.
But now with the introduction of High Dynamic Range imaging capability to Weld Cameras (as in the Xiris XVC-O), the benefits of remote monitoring can be gained while also allowing the operator greater visibility into the weld process than possible any other way, including direct monitoring.
This enhanced visibility not only makes remote monitoring a feasible solution; it is one of the key financial justifications for Weld Cameras, leading to cost savings in numerous areas, including final inspections.
Catching Defects Sooner
Greater visibility into the welding process allows the operator to set up the process correctly and keep the process parameters “in control,” reducing the potential for weld defects before they happen.
When defects do occur, they get caught sooner in the fabrication process and can be corrected before larger quantities of parts get fabricated.
By preventing defects from ever occurring and quickly identifying those that do, the number of defects seen in the final product will drop significantly, reducing the need to do final inspection on the weld. Most defects will already have been caught, and any type of final inspection that is required need only be done on those segments of the weld where the weld parameters went out of control.
Catching Defects During Final Inspection
If a final inspection is required and a Weld Camera was used to help the operator monitor the weld, the operator can review the video record of the welding process offline to determine where and when weld defects occurred.
Because recording a video with the Weld Camera provides a time-based log of the welding process, critical welds can be quickly reviewed to detect where the welding process went wrong. Once identified, only that portion of the weld needs to undergo a post-production final inspection.
Conclusion
A Weld Camera with High Dynamic Range imaging capability allows operators to prevent, identify, and correct problems before and during the welding process—with greater efficiency than possible using any other inspection method, including direct monitoring. This increased process control reduces the need for final inspections, which add cost and lower output rates.