 2 Sep 2014
2 Sep 2014
 2 Jul 2014
2 Jul 2014
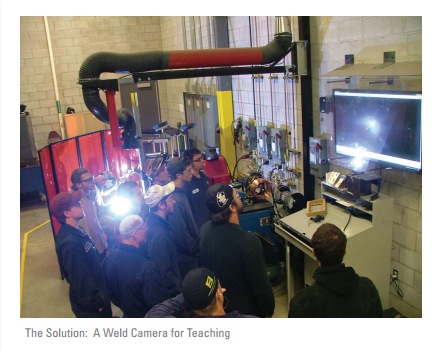
quality control weld camera weld inspection Machine Vision camera placement field of view welding instruction Education Welding Process weld video Xiris welding Conestoga College NAIT
 10 Jun 2014
10 Jun 2014
remote monitoring quality control weld camera welding automation weld environment Machine Vision camera placement field of view Welding Process Xiris
 22 Apr 2013
20 Apr 2013
22 Apr 2013
20 Apr 2013