Gas tungsten arc welding (GTAW), also known as tungsten inert gas (TIG) welding, is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. The weld area is protected from atmospheric contamination by a shielding gas (usually an inert gas such as argon), and a filler metal is normally used, though some welds, known as autogenous welds, do not require it.
A constant-current welding power supply produces energy which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma. GTAW is the slowest process in metal joining, but it produces a very high-quality weld, as follows:
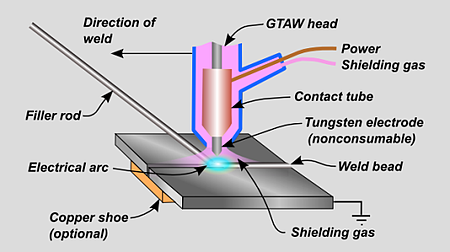
(courtesy of commons.wikimedia.org)
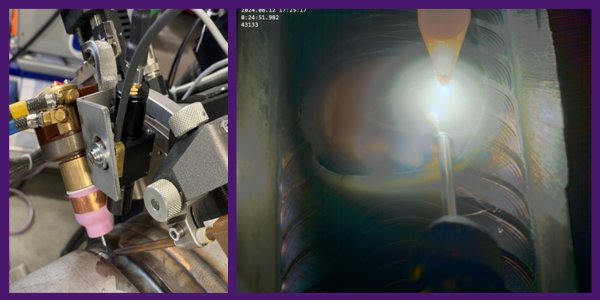
Using a Weld Camera with High Dynamic Range imaging for remote monitoring of GTAW, operators benefit by:
- Confirming that the arc is supplying sufficient heat to melt the work piece and any filler metal that may be necessary.
- Confirming that the surface of the molten pool and the immediate surrounding parent metal is kept clean of impurities.
- Confirming that the weld head is tracking the weld seam properly.
- Confirming that the weld head angle is correct.
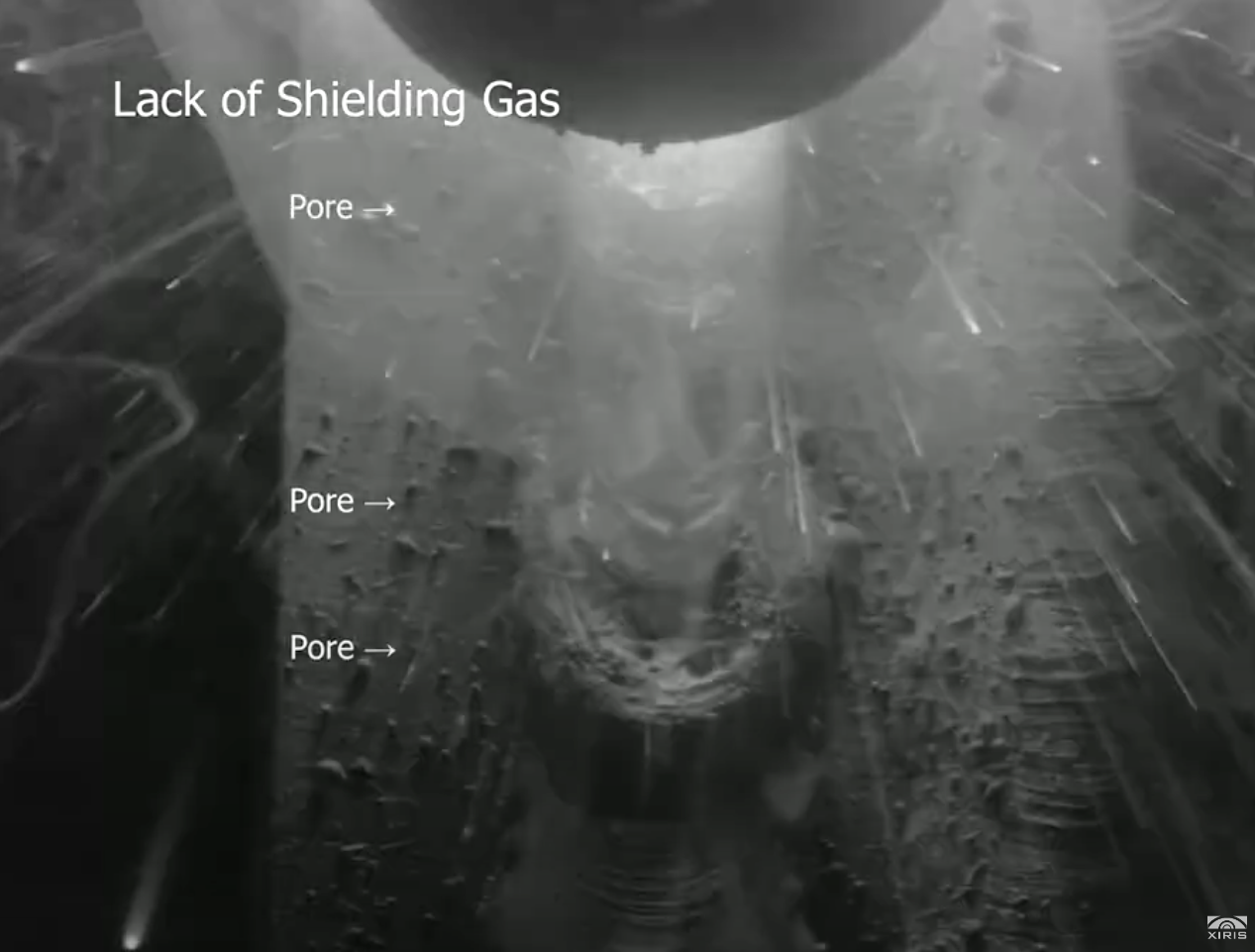
- Ensuring sufficient shielding gas is present around the electrode.
The Challenges
GTAW normally emits light with a consistent amount of brightness, avoiding the light-variation issues faced in other types of welding such as GMAW. The problem with GTAW is that the light spectrum generated is brighter in the Ultraviolet range than other types of welding, making it essential to suppress the UV energy to prevent stray UV light from reaching the camera and making the image brighter than it would otherwise appear to the operator.
GTAW processes require that the tungsten electrodes never touch the welded metal, in order to prevent contamination of the electrode. As a result, the initiation of the arc is often obtained by a high-voltage spark that could reach several kV in voltage, potentially causing huge amounts of electromagnetic interference. Such huge voltage spikes can kill electronics that aren’t designed for them, such as what might exist in standard cameras. Weld Cameras with more-robust electronics designed to survive such power surges are necessary to survive the tough welding environment
The GTAW welding arc normally generates a consistent brightness that lights up its immediate environment—providing ideal conditions for acquiring an image with a Weld Camera. However, sometimes GTAW operates with modulated current to the welding arc. The modulation is usually adjusted to suit the type of welding process and can vary hugely—from no modulation at all (e.g., 0 Hz, or a steady pulse of power) to modulation at frequencies as high as 5000 Hz for certain welding processes.
When modulation does occur, the brightness of the welding arc changes significantly—from a bright arc to a much-less-bright arc. The challenge of being able to video such a variation can cause trouble with some Weld Cameras, as they may be set up to see the lower arc brightness, but get saturated on the high arc brightness. A properly designed Weld Camera will be able to see the full range of brightness without loss of arc detail or background information due to saturation.
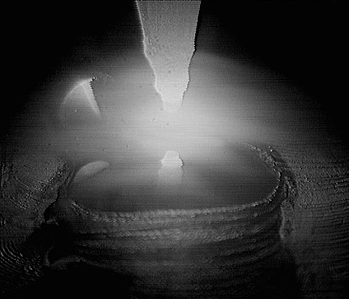
Weld Image of GTAW