
|
Laser Beam Welding (LBW) joins multiple pieces of metal through the use of a laser beam that provides a concentrated heat source, allowing for narrow, deep welds and high welding rates.
Laser Beam Welding has high power resulting in small heat-affected zones with good-quality welds and high heating and cooling rates. (However, due to the high cooling rates, cracking is a concern when welding high-carbon steels). A continuous or pulsed laser beam may be used for welding depending upon the application.
The depth of penetration is proportional to the amount of power supplied but is also dependent on the location of the focal point. The speed of welding is proportional to the amount of power supplied but also depends on the type and thickness of the work pieces.
The Laser Beam Welding process is very similar to Gas Tungsten Arc Welding (GTAW) or Plasma Arc Welding (PAW), except that it typically uses a far-Infrared (IR) laser source (usually operating in the vicinity of 1-10 µm wavelength at a power of several kW) that projects light onto a welded surface whose filler metal may or may not be used in the welding process, as identified in the image below:
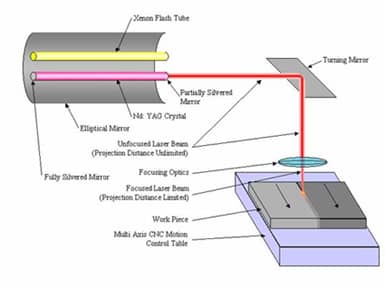
courtesy of www.joiningtech.com)
Issues to Consider when Monitoring
Laser Based Welding is a highly precise welding application that requires tight tolerances on material presentation to ensure that the seam and laser beam are well aligned. The focused laser spot is very small and can therefore easily miss the seam if not presented correctly, resulting in a lack of fusion.
Using a Weld Camera to monitor Laser Beam Welding allows operators to have a good view of the laser spot and its position relative to the seam. In addition, it allows the operator to monitor the flow of molten material around the keyhole and the trailing weld pool solidification (e.g. the chevron). Excessive spatter is a good indicator of a bad weld with contaminants or presence of porosity in the weld.
But the very high-intensity light of Laser Beam Welding—much brighter than most other forms of welding—presents challenges that necessitate the use of a Weld Camera that has High Dynamic Range imaging technology. The power and intensity of the laser is so great that special protection and care of the optical components used in the Weld Camera is needed to withstand any laser light energy that gets refracted from the work pieces. The specific wavelength of the laser is often outside the visible range of standard cameras being used as Weld Cameras, so what appears to the camera is usually the re-radiating heat from the weld pool after welding takes place.
High Dynamic Range capability in a Weld Camera is crucial in overcoming the wide variance in dynamic range of brightness between the super-bright laser arc (that may or may not be pulsed) and the dark surrounding metal background.
Ideally, any Weld Camera used in Laser Beam Welding should also have special cooling features to protect the camera’s optical components when they’re exposed to large amounts of IR energy refracted from the laser.
Depending on the application, there may be limited accessibility for camera placement within the working envelope of the equipment.
Some Examples
Below you will see an example of a good Laser Beam Weld. Notice that:
- The laser spot is well aligned to the weld seam.
- A nice uniform chevron appears in the weld solidification area.
- Minimal weld spatter appears.
 |
 |
The next few images you will see an example of a poor Laser Beam Weld where the seam is at the very bottom edge of the laser spot, resulting in a bad weld. Notice the excessive spatter present and a non-uniform chevron or weld puddle.
 |
 |
 |
To learn more, talk to one of our experts!

|
.png)

.png)
