The use of advanced camera technology for weld monitoring has great potential to improve the productivity and quality of laser beam welding (LBW) processes.
That promise was recently validated by an article, “Monitoring of High Power Laser Welding Process by Using Image Difference Algorithm,” by Deyong You and Xiangdong Gao of the Guangdong University of Technology in China.
The article—published in the Proceedings of the World Congress of Engineering and Computer Science 2012 Vol. 1—describe an experiment that You and Gao conducted that prove that algorithms based on information gathered by a camera can be used to monitor, with high precision, the in-process condition of laser beam welds. This precise monitoring results in valuable guidance for necessary process adjustments during LBW.
The Challenge
You and Gao begin by describing the reasons for the popularity of LBW: the benefits of automation, high welding speeds, small heat-affected zone, high-quality beam profile, high aspect ratio, and ability to weld at atmospheric pressure. Then the scientists explain the difficulty that can come with these benefits—an increased precision required in joint alignment and fit-up due to the pinpoint heat of LBW systems.
They conclude that the answer to this problem is highly accurate in-process weld monitoring to control the seam deviation during the process.
“Since the laser beam diameter is very small (normally from to ), small misalignment may cause large changes in welding conditions, and even narrow gaps can result in a lack of coupling of laser radiation and reduce heating efficiency,” You and Gao write. “It is still a challenge to guarantee the laser beam focus on weld seam accurately, especially in long weld seam condition and high thickness. Consequently, on-line monitoring of the laser welding process is prerequisite for high-quality welding.”
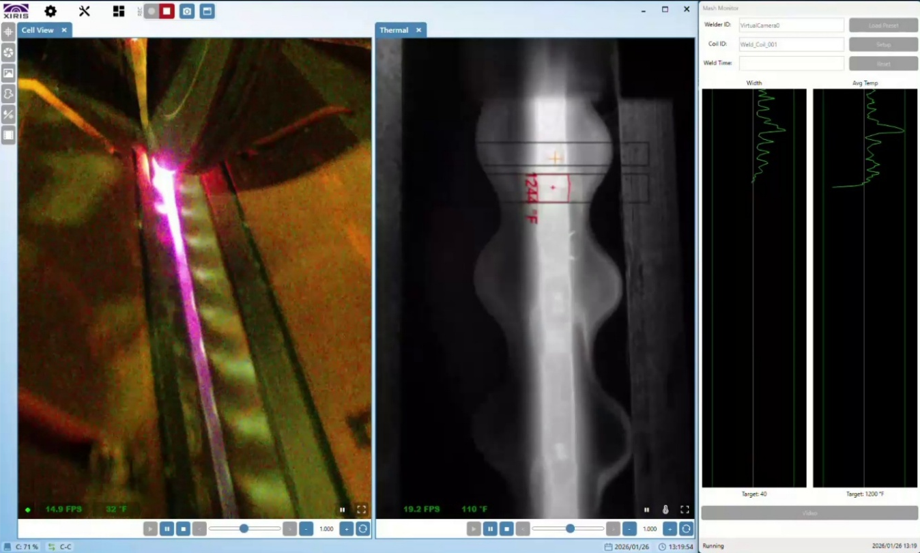
To achieve this on-line monitoring of the seam deviation in their experiment, You and Gao captured images of the three key weld characteristics used in their image difference algorithm: molten pool, keyhole, and seam gap position—features that could be easily seen with High Dynamic Range (HDR) Weld Cameras.
HDR Image of Laser Hybrid Welding
The Experiment
By combining multiple, accurate images of the molten pool, keyhole, and seam gap during the process, You and Gao determined the deviation between the laser beam focus and the seam position, using fiber laser welding equipment with a beam diameter of 200 μm . The material used in the experiment was -thick stainless steel plates with a welding speed of a minute.
You and Gao conducted their experiments under three beam-to-seam conditions: the beam focused on the seam center, the beam deviated from the center to the right by during the entire welding process, and the beam gradually moving to the right during the process.
The Outcome
The experiment was a success. In each of the three conditions tested, the image difference algorithms accurately monitored the weld seam deviation between the laser-beam focus and the weld seam. You and Gao’s conclusion was that image difference algorithms could be used to accurately determine the weld position relative to the laser beam, offering the opportunity for significant improvements in the LBW process.
But as the article makes clear, standard cameras don’t provide the weld visibility necessary to make the algorithms effective. Specialized cameras are required, such as the near-infrared camera used in the experiment or the Xiris XVC-O Weld Camera with High Dynamic Range Imaging.
To read the full details of You and Gao’s experiment and the image difference algorithms used, their complete article is available their complete article is available here.