
Many fabricators of metal tubes have chosen TIG welding as their welding process because it is a versatile, efficient process able to join most types of materials in a high-quality weld with clean edges and minimal weld bead.
Like all welding processes, TIG welding relies on precise alignment of the welding torch to the welding seam to get a good weld and produce high quality tubes. The seam location can change over time as the various tensions in the tube can cause it to twist as it’s pulled through the weld head. The twisting tube can mean that the weld seam can rotate in and out of position with respect to the TIG welding torch.
See the figures below to see example images of the weld seam in, and out of, alignment with the weld head.
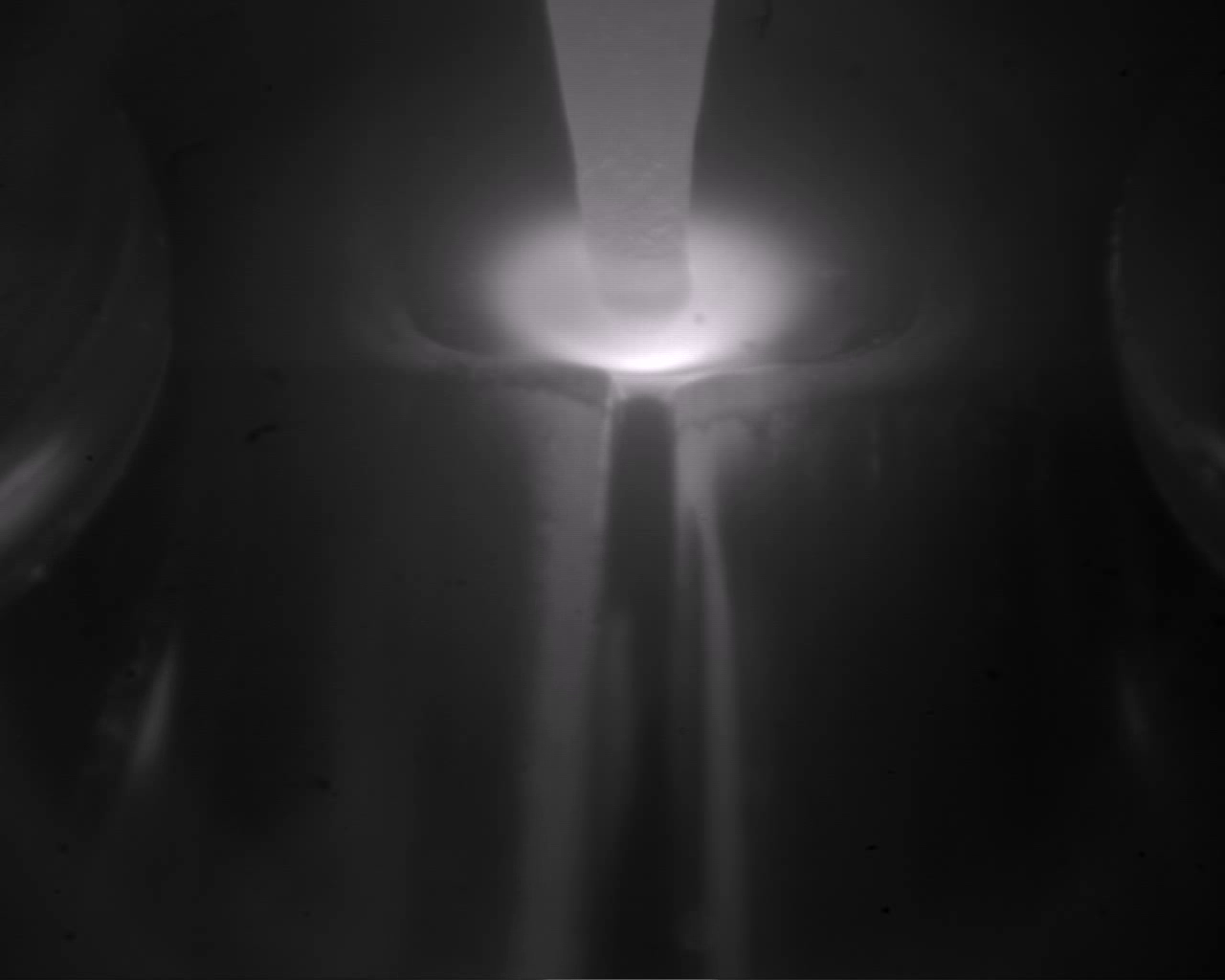
Figure 1: Seam in Alignment with TIG Torch |
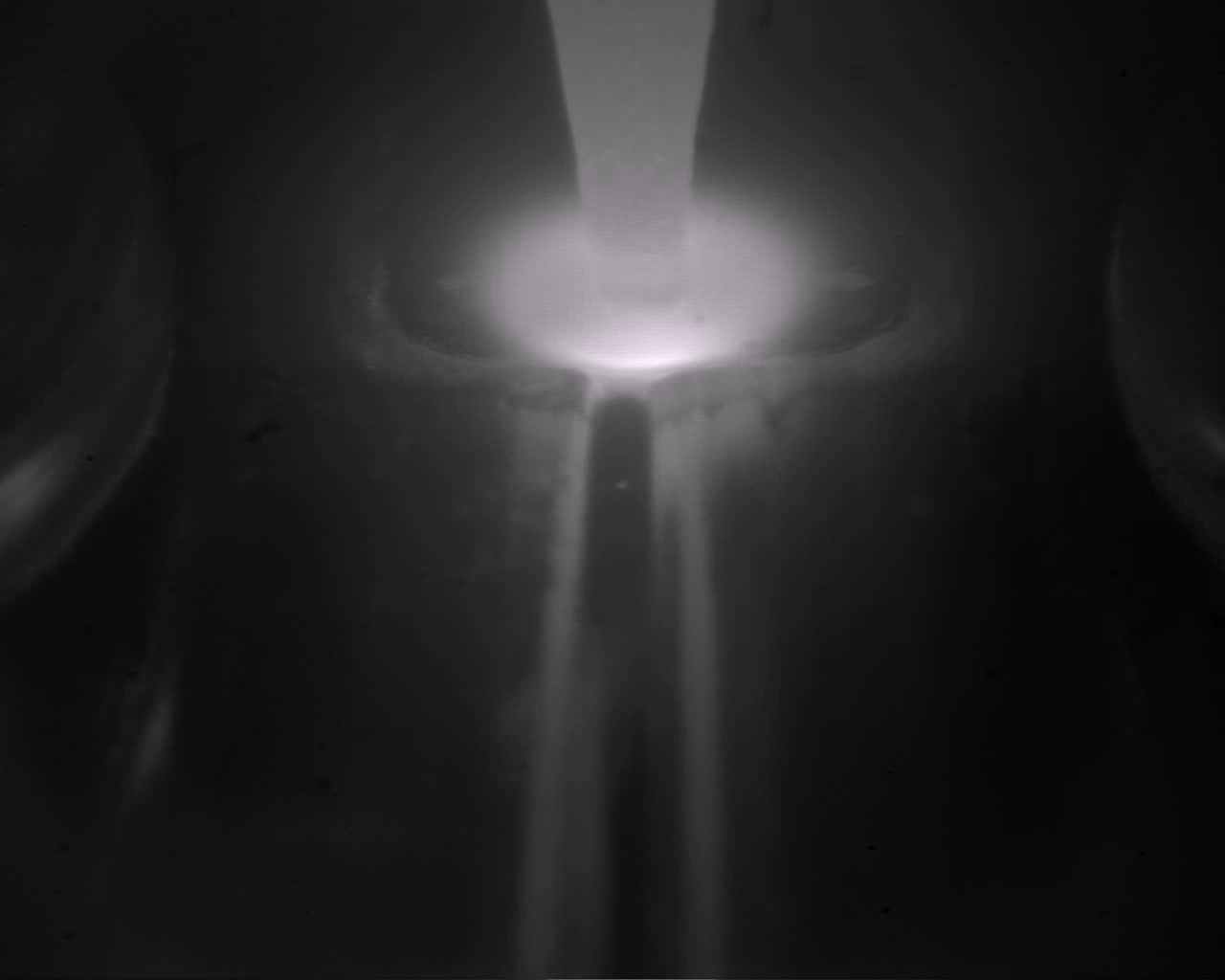
Figure 2: Seam Out of Alignment with TIG Torch |
The traditional solution to tracking the seam is to attempt to locate it using a mechanical feeler/wheel or a non-contact laser triangulation system. The problem with these types of equipment is that they find the weld seam only and assume the measurement datum on which they are based is always in the same position. If, for example, the equipment gets knocked or the torch itself moves, the seam position measured by the device will not be an accurate measurement relative to the torch tip. Such traditional measurement tools face other challenges as well: debris on or near the seam may cause a mechanical system that relies on physical contact with the seam edges to read incorrectly. Laser triangulation systems are typically mounted farther upstream on a TIG tube mill, so they are not measuring the seam edge position at a point close enough where it needs to be – just before the weld head. In addition, laser triangulation systems look for the edges of the seam by measuring a single point on each edge. If that exact point on the edge is not consistently formed because of a variable edge preparation, then the result reported back from the laser may be not where the true edge is.
In comparison, a camera-based measurement tool that can see the seam and the TIG torch tip in the same image is able to measure the relative offset of the seam and its edges in a more robust manner. Should the camera be somehow knocked during production, it will still be able to see the weld seam position relative to the TIG torch tip, as long as both remain visible in the image. In addition, using a 2D camera approach allows multiple measurement points to be used to find the edges of a weld seam with a best-fit edge detection algorithm to remove any localized discrepancies. The resulting measurement is more precise and less prone to localized variations than other measurement methods.
Another issue common to most tube mills is the quality of the edge preparation of the coil. When the strip metal is rolled into a tube, the two edges come together for welding. If the edges have not been prepared properly, they can be quite rough. The resulting weld seam gap (the space between the two sides of the formed material just before welding) can vary significantly in width based on the consistency of the edges. If the weld seam gap becomes too large, the weld process could produce a sunken weld or could even see the welder burn through the seam, resulting in a poor weld. A solution can be found by measuring the seam width using a camera.
The Xiris SeamMonitor™ system has been specifically developed to measure the seam alignment and weld seam width on TIG welded tube mills. Combining a High Dynamic Range (HDR) weld camera that can see a large range of brightness to easily capture the TIG torch, weld arc and weld seam, with sophisticated machine vision measurement software, SeamMonitor™ enables real-time monitoring of the weld seam size, the torch tip location, and the relative offset between the torch tip and its seam.
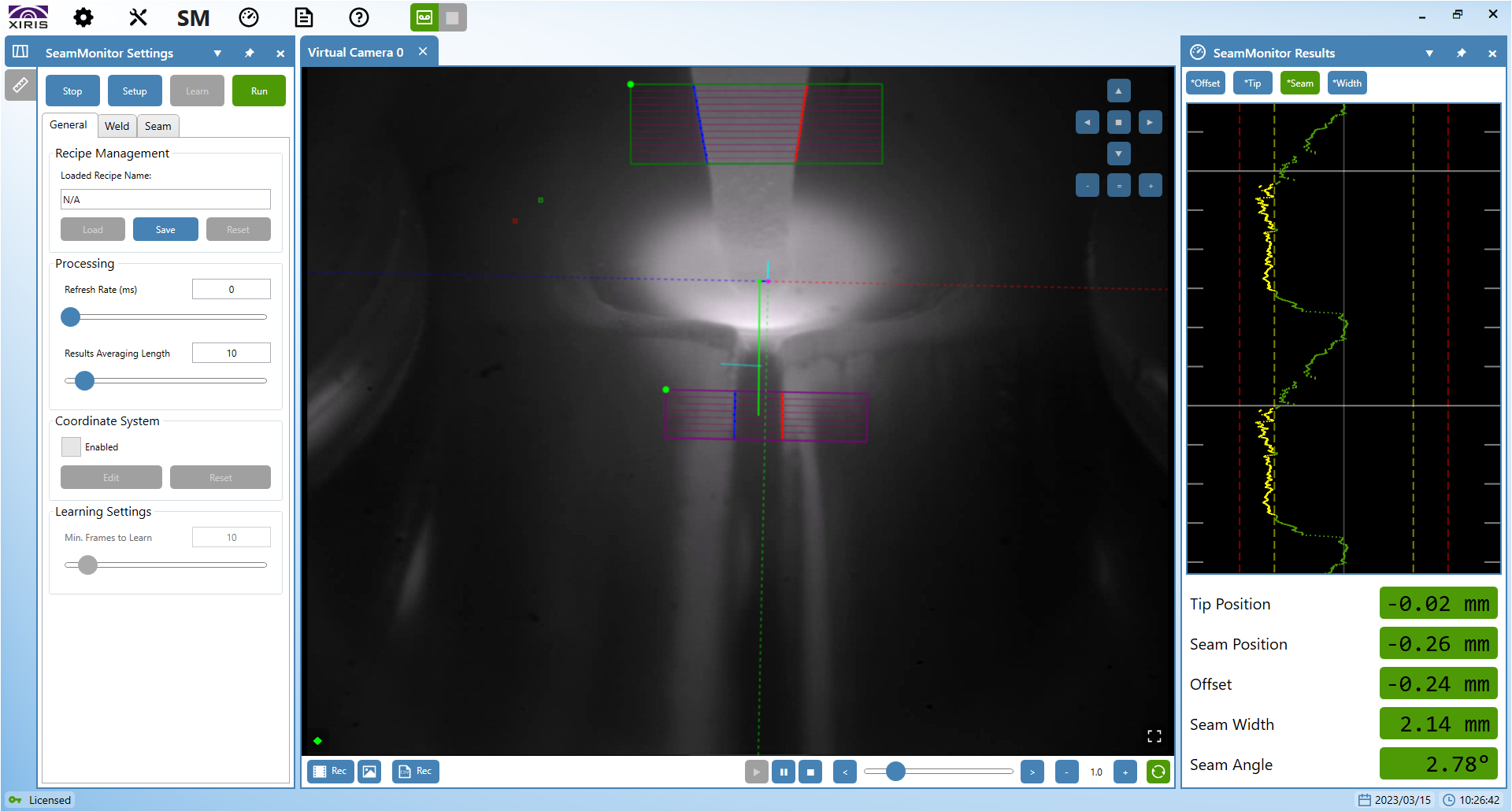
Figure 3: The Xiris SeamMonitor™ with a Seam in Alignment. Note the Seam Position of -0.26 mm in the SeamMonitor™ Results tab to the right. |
Because it is a camera-based solution, the SeamMonitor™ can be used either as a standalone visual solution to provide image feedback to the operator, or it can be integrated with the mill’s controller for closed loop feedback control.
The SeamMonitor™ system can be added to any TIG welded tube mill. The camera should be mounted off-axis to view the TIG torch tip while also having a clear view of the weld seam before the welding takes place. Threshold warning and alarm limits of all the measured parameters can be set by the operator and the results can be output to an external device if required. All parameters and images can be recorded for quality assurance of the tubes based on the set-up parameters and defined warning/failure limits.
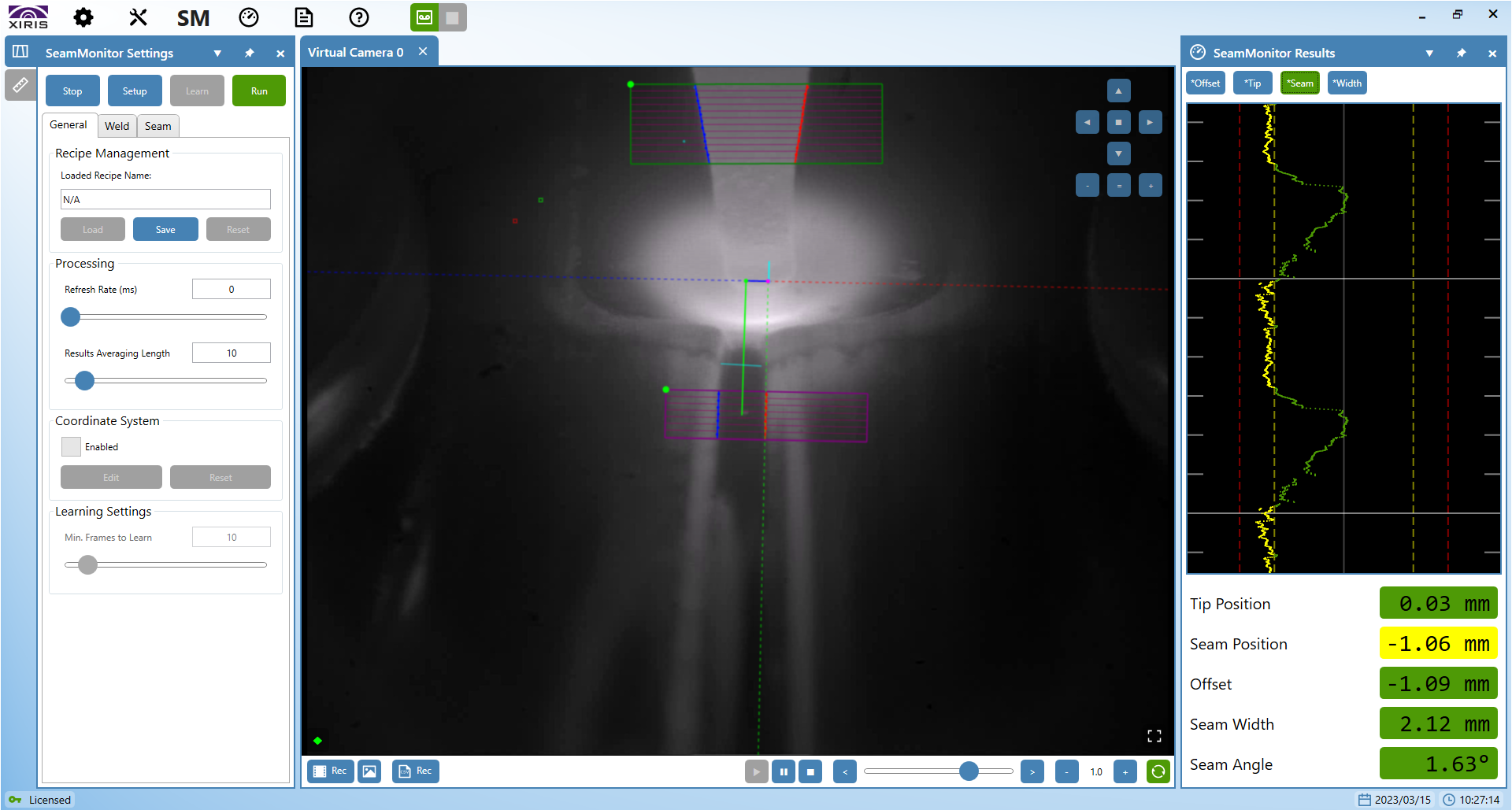
Figure 4: The SeamMonitor™ software detects the Out-of-Alignment Condition – note the Seam Position Reading of -1.06 mm in the SeamMonitor™ Results tab to the right. |
SeamMonitor™ addresses one of the most pressing needs facing TIG tube fabricators: how to ensure that the seam being presented to the weld box is in the right position and prepared properly for a good weld? By being able to clearly see the TIG torch and weld seam, and detecting the alignment between the two, the SeamMonitor™ can provide mill operators objective data-based tools that can precisely monitor the quality of the welding process.
To learn more about SeamMonitor™, request a copy of the datasheet here or contact one of our product experts.
Stay up to date by following us on social media or subscribe to our blog!
![]()
![]()
![]()
![]()



