|
Choosing a thermal camera for your specific process in today's market can be quite a challenge due to the wide selection available. In this blog, we will discuss the various aspects of thermal cameras and their performance in hot metal processing applications, such as welding and wire-based metal AM. Specifically, we will compare near-infrared (NIR) and short-wave infrared (SWIR) thermal cameras when monitoring or measuring the temperature of welding processes.
Both NIR and SWIR cameras have gained popularity in various industrial applications, successfully competing with traditional Mid-Wave (MWIR) and Long-Wave Infrared (LWIR) cameras. This is attributed to their wide temperature range, high accuracy, and often, lower cost.
An additional benefit of NIR and SWIR cameras is the lower measurement error due to incorrect emissivity settings. For any type of infrared temperature measurements, it is critical to know the emissivity of the surface of a hot metal whose temperature is to be measured.
However, the value of the emissivity may vary depending on the condition of the surface (texture, surface oxidation, etc.) and its temperature. Measurements by NIR and SWIR thermal cameras are up to 10 times less affected by an incorrect emissivity value than MWIR and LWIR cameras. As a result, they can make accurate non-contact temperature measurements suitable for metal processing applications in harsh environments.
 |
 |
NIR and SWIR thermal cameras operate in closely spaced wavelength ranges compared to MWIR and LWIR cameras. NIR cameras typically operate around 800 to 1000 nm, while SWIR cameras range from 900 to 1700 nm, primarily determined by the properties of their sensors – InGaAs sensors for SWIR cameras and CMOS sensors for NIR thermal cameras.
Both NIR and SWIR cameras have found applications in weld process monitoring. The Xiris’ XIR-1800 thermal camera is a SWIR camera that has been widely used by OEMs, researchers, and end users in various metal working applications from the welding of steel tubes to Wire Arc Additive Manufacturing (WAAM).
NIR thermal cameras are known for their success in specific metalworking processes like metal casting, but can they be used as efficiently in welding and WAAM? Let’s have a closer look.
Depending on the SWIR or NIR wavelength range used in the camera, there is a difference in:
- How much light is emitted by heated objects (weld bead); and
- How much light is emitted by the welding arc (for arc-based processes).
The first significant difference between the two camera technologies is the minimal measured temperature.
Heated objects emit light according to Planck’s law, and at the melting points of steels, titanium, or nickel alloys, there is a similar amount of light emitted in the NIR and SWIR spectrum ranges. However, as the temperature goes down, there is a growing difference between the two spectral ranges. With a SWIR camera it is not a problem to measure down to 350 °C and even possible in some circumstances to go as low as 250 °C. Whereas with a NIR camera, 450 °C is typical of the lowest temperature that can be reliably measured without a compromise in the image resolution.
|
 |
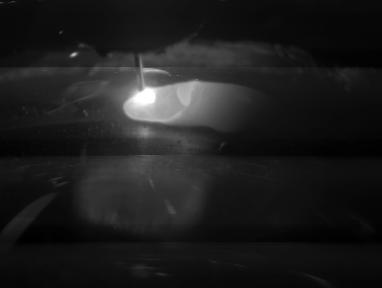
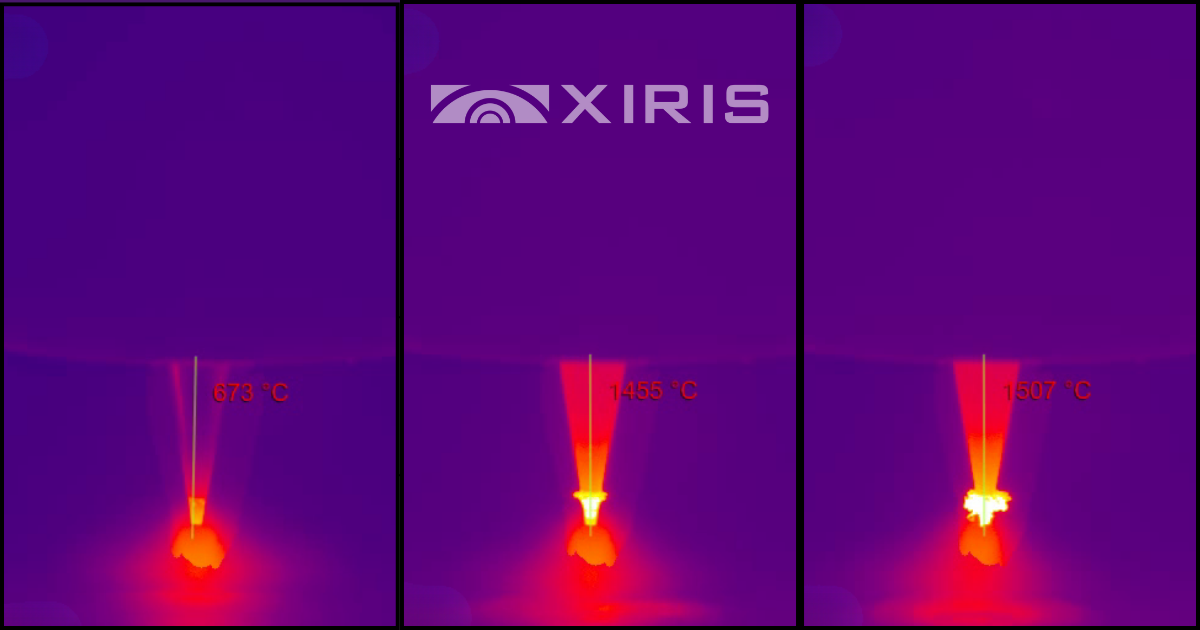
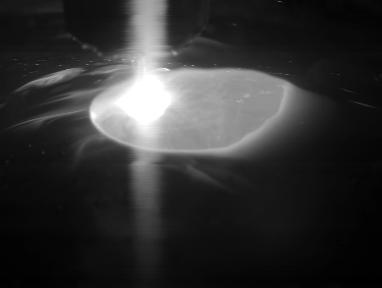
The other crucial feature to consider is the presence of the arc. The welding arc is a powerful light source that may saturate the image, even with a high-dynamic range (HDR) sensor. Ensuring that both the coolest and hottest parts of the area of interest fit within the camera's temperature measurement range while avoiding saturation by the arc is a non-trivial task, as seen in the Figures below.
The images from the NIR camera were saturated by the arc in most cases with the size of the saturated area varying for different processes. A SWIR camera can deal with the arc much better: there is normally very little saturation as can seen in the images below. In addition, lower minimal temperatures can be measured by SWIR cameras than available from NIR cameras.
 |
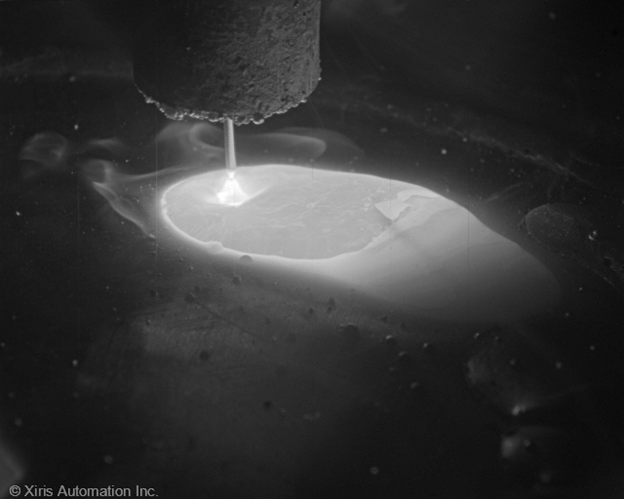 |
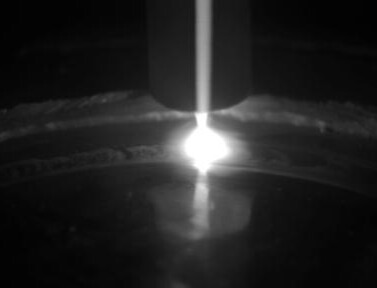
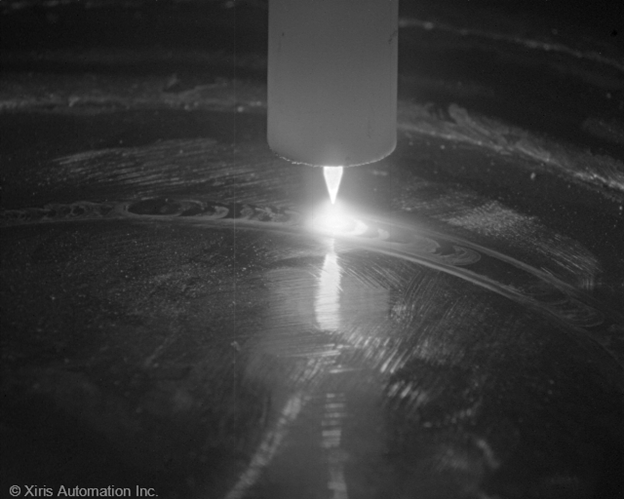
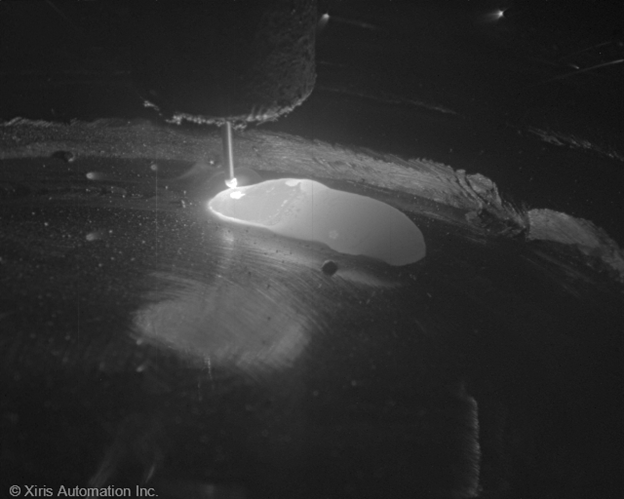
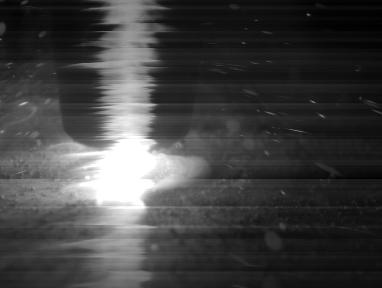
Another unique feature of SWIR is its ability to see through fumes and smoke, as illustrated in Figure 4. It also often applies to the arc itself: with SWIR imaging, the arc is more transparent, and often it is possible to see though the arc at some point in this wavelength range (see Figure 1).
SWIR imaging generates a clear image where all the necessary features are visible, such as both the leading and trailing edges of the weld pool, the location and state of the filler wire (including the droplet formation), and the location of the weld pool relative to the seam. These features might not be visible in NIR, as the arc is brighter and not transparent at these wavelengths.
 |
 |
Conclusions
Both NIR and SWIR thermal cameras are a great alternative to traditional MWIR and LWIR thermal cameras - they can measure a wide range of temperatures at high accuracy. But there are differences between the two camera technologies.
In welding and WAAM applications, it is important to match your process with the right thermal camera. If any temperature measurements are needed for features that are below ~500 °C, then SWIR thermal cameras such as the Xiris XIR-1800 are the better choice for your process. If you are trying to avoid saturation of the arc in the image, or fumes and spatter are an issue in your process, then a SWIR thermal camera would be a better choice for you, too. However, in certain situations, NIR cameras such as the Xiris XVC750 can achieve basic imaging using thermal data for enhanced contrast.

|
![]()
![]()
![]()