
HF (High-Frequency) welding is a very effective high-speed welding process used extensively in metal tube and pipe manufacturing. While it is well suited to high volume, large-to-small diameter variations of mainly thicker walled tubing, it is still a process with a number of variations that all have to be controlled properly for the best possible welding process to occur.
As the two strip edges come together and move through the induction coil prior to welding, measuring the temperature in the vicinity of the “V” can provide fabricators with a wealth of information about how well the tube is being formed and the precision and overall stability of the welding process.
For example, measuring the temperature profile along each strip edge (A, shown below) of the tube leading up to the Apex can provide an indication of how well each strip edge is heating up to the point of joining.
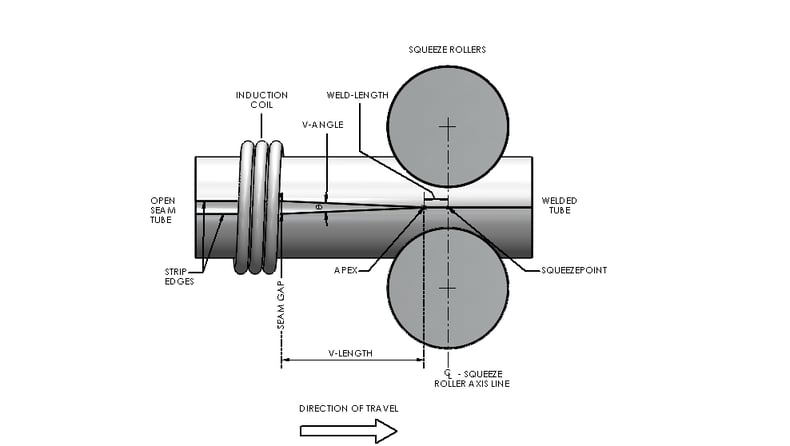
Fig. 1: The “V” on an HF Tube Mill and its Related Features (Xiris) |
Heating up the tube too quickly or too slowly could create potential weld defects such as freeze line, sunken welds or cause excess material to be squeezed out during welding. Measuring the temperature profile across the tube (B) from one strip edge to another can determine instantaneous heating levels after the tube passes through the weld coil.
Analysis of these temperature profiles can indicate how consistent both strip edges are being heated.
Temperature differentials from one strip edge to the other can be caused by impeder issues or the way the working HF inductor coil was set up. Monitoring these temperatures can be useful to indicate potential welding defects such as mismatch or undercut.
Once the tube strip edges come together, measuring the temperature cooling rate from the Apex to the SqueezePoint along the Weld Length (C) is also quite useful.
In this region, there is no further heating that occurs because there is no inductive current flowing, so the heat dissipates rapidly because of the high temperature gradient between the strip edges and the rest of the tube. If the tube weld cools too quickly in this zone, the weld may not form properly when pressure from the rollers is applied.
Measuring various spot temperatures after the Apex can also be useful. By detecting and measuring the weld hot spot, or the maximum temperature on the weld bead after the Apex (D), fabricators can get an instantaneous indication of how consistent the heating of the strip edges is prior to welding.
Often, the maximum temperature point can be observed moving forward and aft as the pressure changes on the weld seam during regular tube production.
Looking at the temperature profile across the tube near the squeeze rollers (E) can indicate where the peak temperature is located across the weld. The peak temperature usually occurs at the center of the weld bead.
However, its exact location can indicate if the weld seam is moving at all as a result of tube twisting (tube rolling). In addition, the peak temperature at this point can also indicate the health of the weld by measuring the finished weld bead temperature at a point just after the weld bead has been
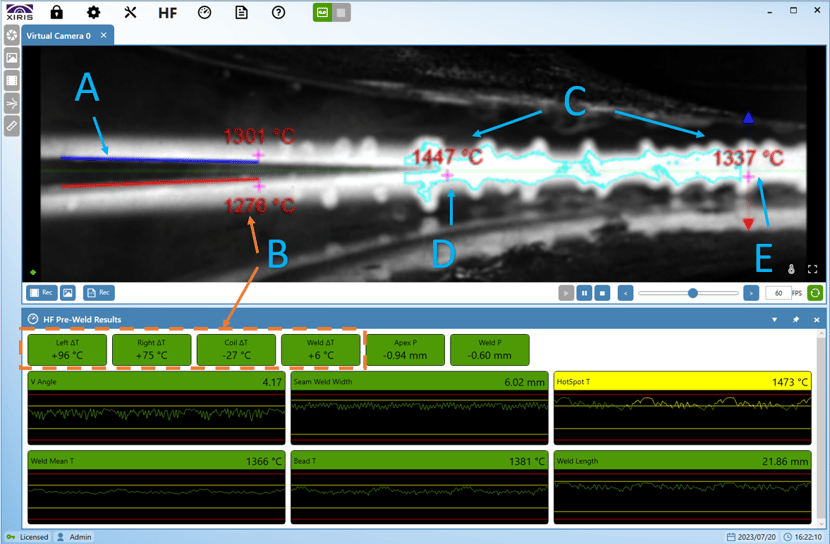
Figure 2: Fig 2: Thermal Image Showing V-Angle, Apex, Hot Spot and Other “V” Features with Recommended Temperature Measurement Points (Xiris) |
Summary
Implementing a thermal measurement system on a tube mill can provide new forms of information that can be of great use to the manufacturer. Xiris has developed the Pre-Weld HF Inspection system using a SWIR thermal camera in a robust housing that is able to withstand the harsh environment in the vicinity of the weld head. Using such a tool will allow fabricators to acquire thermal data that can help them better control their welding process leading to better quality welds.
To learn more about HF Pre-Weld Inspection System™, request a copy of the datasheet here or contact one of our product experts.

Stay up to date by following us on social media or subscribe to our blog!
![]()
![]()
![]()
![]()



