
Recent advancements in machine vision technology have made a new type of inspection able to see defects related to the forming and welding area of a tube or pipe. The result is improved quality assurance and process control on the production line. The new type of inspection device is a laser-based triangulation system that measures the outside contour of a tube or pipe in the vicinity of its weld.
Typically NDT systems are placed at the end of a production as a final check. However, the laser inspection system can be placed directly after the weld box. This system can let operators know what is changing in their welding process, allowing them to perform corrective action before significant scrap occurs. This capacity is especially helpful for one of the most common defects found across all types of Tube manufacturing: excessive Bead Roll.
The Bead Roll Measurement
The nature of some welding processes such as Laser Beam Welding (LBW) or GTAW (TIG) require that the weld bead remains within narrow range around the centerline of the tube to ensure the best quality weld. Any small deviation from the centerline can cause a variety of welding defects mentioned earlier in this blog. With such precision welding processes, the bead position cannot change even momentarily or a bad weld will result. Bead roll could indicate setup problems in a mill where there are uneven forces on the tube that causes a gradual twisting. Often, this is avoided by placing the weld box as close as possible to the forming rollers. However, if a roll still exists in the tube beyond the weld box, the tube may be later rejected as downstream processes will not be able to process a twisted tube properly. In extreme cases, it could cause problems with bead removal later down the mill.
The Bead Roll angle is measured based on the midpoint between the left edge and right edge of the bead width. The difference between the midpoint position and a vertical axis through the center of the tube defines the angle of the bead roll. The actual angle also relies on using the ideal diameter of the parent material for calculation.
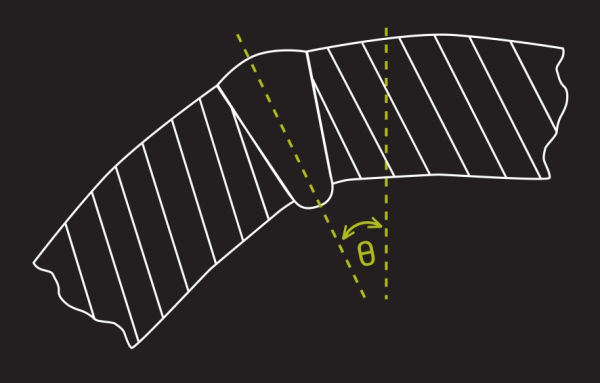
The Bead Roll Measurement, where “θ” = the measured angle.
How the WI-2000 System Measures the Bead Roll
Xiris Automation Inc. has developed a non-destructive inspection system called the WI-2000 Weld Inspection System. The WI-2000 includes a laser line and a camera whose optical axis is offset to the axis of the laser line by an “offset angle”. The WI-2000 creates a visible cross-section of the tube by projecting the laser line on to the tube and capturing an image of the line using the camera. The resulting image shows a profile of the tube surface as if it were cut in cross section. If a tube is ideally round, the laser image will represent a section of an ellipse and any anomaly such as a bead roll can be mathematically detected.
The WI-2000 bases all of its measurements on the differences between the actual laser profile line seen by the camera, and the ideal mathematical profile based on the tube parameters. By knowing the position of the actual laser profile, the ideal profile, and the size of the pixels in the image, the WI-2000 can detect subtle bead rolling that often escape detection by other quality tools such as Eddy Current testing, or Ultrasonic Testing techniques.
Conclusion
A new technique for detecting bead roll on welded Tube and Pipe has been developed by Xiris and is known as the WI-2000 weld inspection system. The WI-2000 system is a laser based inspection system that is capable of detecting bead roll immediately after welding to alert the operator of a defect in time to minimize rejects. The result is improved quality, fewer field defects and a more reliable method for the operator to optimize the welding process.
To learn more about Xiris weld inspections systems, request a consultation with one of our experts.
Stay up to date by following us on social media or subscribe to our blog!
![]()
![]()
![]()
![]()



