
Three cost-cutting trends in tube and pipe fabrication have coincided to put pressure on tube and pipe companies to improve their monitoring of the fabrication process.
1. Demand for round product at the weld point.
Traditionally, fabricators haven’t worried about a little ovality of their round tubes at the weld point. The emphasis has been instead on achieving parallel edges and the lowest-possible deviation in edge height. The outer profile has been maintained using mill stands and shafts, while camber and edge wave have been corrected by stretching.
But spurred by the “Great Recession,” fabricators are now focusing on decreasing their energy use by making the product as perfectly round as possible before the weld. This saves energy because—if the product is already round—only the edges of the material have to be heated for welding.
2. Streamlining of operations.
At the same time as fabricators are calling for product to be formed round, they are also looking to increase the efficiency of their mills by reducing the number of fin and sizing passes, increasing line speeds, and reducing staffing levels. This lowers cost, but it makes it more difficult to form pipe without any ovality.
3. Increased price of steel.
When the recession hit in 2008, the price of steel dramatically increased.
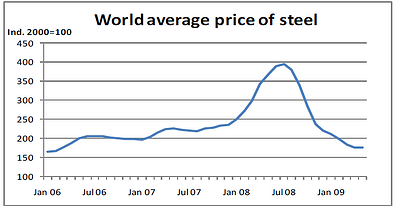
Courtesy of OECD Steel Committee.
This increase led to an effort by tube and pipe producers to reduce the amount of steel used—and although the price of steel has stabilized in the past few years—this effort is ongoing. A way to reduce steel use has been to use thinner-gauge material with more strength—but this material is more difficult to form than traditional steel used in tube and pipe welding.
Greater Efficiency Demands Better Monitoring
The caution for tube and pipe producers is that these efficiency gains can be at least partially offset without proper monitoring for weld quality assurance and process control.
In both electric resistance welding and autogenous welding, it’s a challenge to create rounder product with thinner-gauge material—a difficulty made even greater by staff reductions and increased line speeds. The potential for increased scrap and rework costs are high.
Eddy current or ultrasonic post-weld inspections alone aren’t sufficient. To fully realize the efficiency gains they’re striving for, fabricators also need in-process control of the many variables at play (e.g., edge, dimensions, and hardness of the material; the power supply; and the condition of the mill equipment).
To achieve this control, progressive fabricators have turned to remote weld monitoring tools such as automated laser seam trackers, laser weld inspection, and specially designed Weld Cameras.
Conclusion
The trends in tube and pipe production are toward streamlined processes, less power use, less staff, and less use of steel.
In this environment, monitoring of the forming and welding processes is more important than ever. Effective monitoring solutions will need to incorporate multiple systems to ensure that product quality doesn’t suffer because of the various cost-saving initiatives.



