
Tube and pipe fabricators have been improving quality and reducing scrap with Non-Destructive Testing (NDT) for many years using traditional methods – Eddy Current Testing (ECT) and Ultrasonic Testing (UT). As powerful as these traditional NDT methods are, they do present several challenges as they are unable to detect or classify certain weld defects that are critical to the integrity and quality of tubes and pipes.
Over the past few months, we have discussed in a series of blogs the weld measurements that can be monitored to detect defects with the Xiris WI-2200/3000 Weld Inspection System such as Scarf related defects, Mismatch and Deflection.
| Various Profile Defects: | |
| 1. Scarf Width 2. Scarf Depth 3. Scarf Defect 4. Deflection 5. Mismatch 6. Freeze Line |
7. Undercut 8. Left/Right Slope Angle 9. Bead Height 10. Bead Width 11. Bead Roll 12. Bead Ratio |
Compared to traditional NDT methods, the WI-2200/3000 is a laser-based Non-Destructive Inspection (NDI) system that uses laser triangulation and a camera offset to the axis of the laser plane to measure variations in the surface of a weld bead.
By knowing the position of the actual laser profile, the ideal profile, and the size of the pixels in the image, the WI-2200/3000 Weld Inspection System can calculate various profile defects that are often missed by ECT and UT methods including Freeze Line, Undercut and Left/Right Slope Angles.
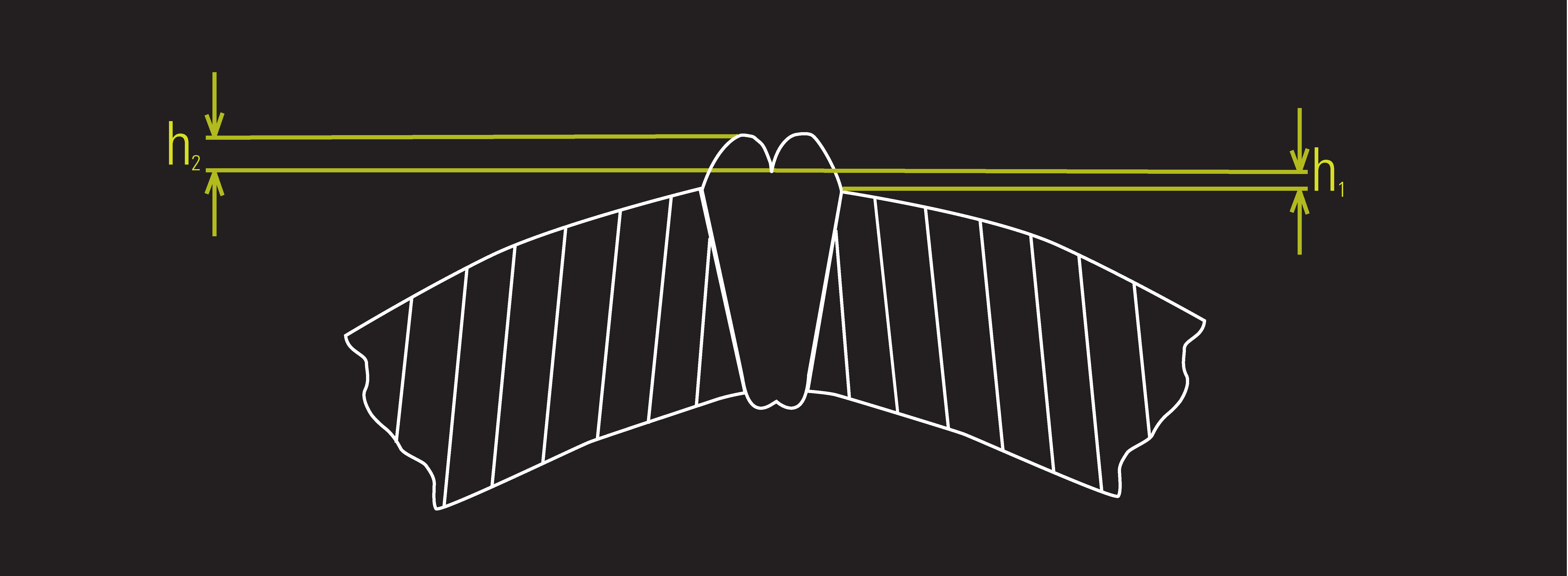
Freeze Line:
Freeze Line is a measurement from the lowest point of any contour on the surface of the weld bead to the surface of the parent material as defined by the ideal circle scribed by the walls of material beyond the weld zone. If the Freeze Line goes below a pre-defined height, then it is considered a defect of the weld bead. Freeze Line defects are a result of incomplete fusion of the faces of the parent material that occur when not enough power or heat is put into the weld. The result is a potentially cold-welded joint, which manifests itself as a line or seam extending from the top surface of the weld down into the welded area, in the shape of a sharp valley. It can very often be a point of major failure of a weld in high-stress applications as the Freeze Line can act as a crack initiator into the welded material.
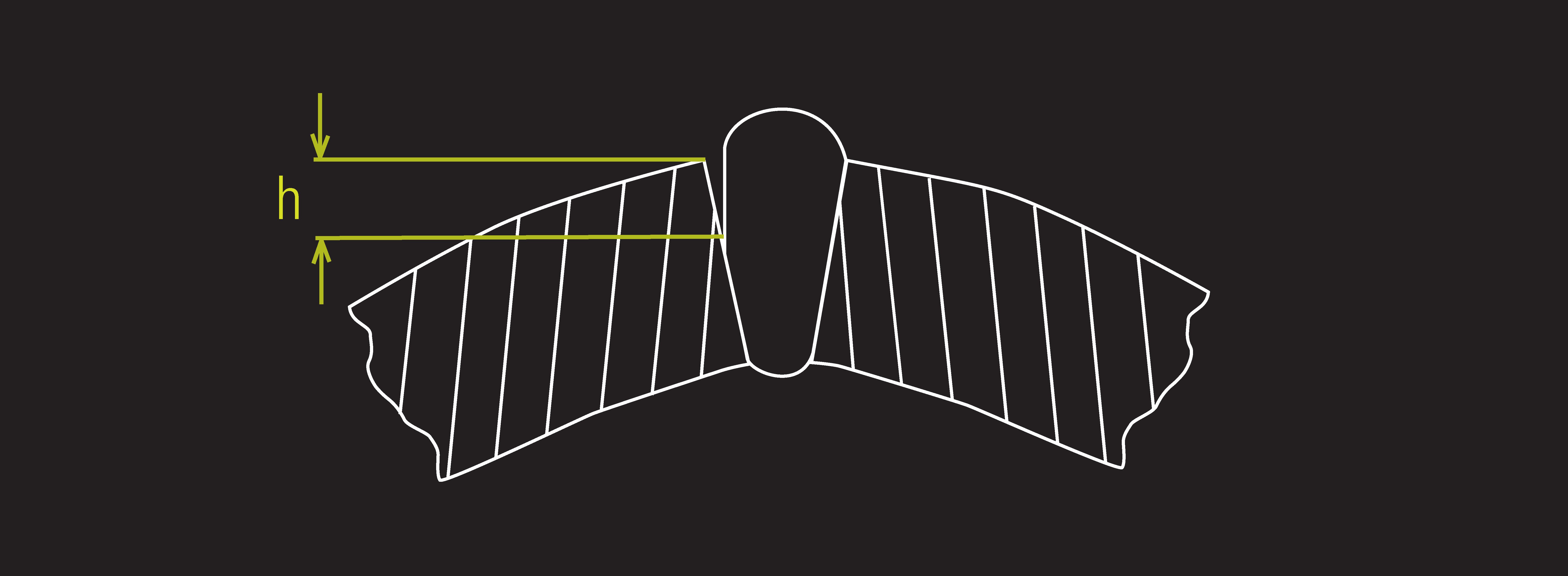
Undercut:
Undercutting in welding is a weld defect usually characterized by a groove formation at the weld toe as it is an underfill condition or non-welded area along one or both sides of the bead, characterized by one very steep slope and the other side more gradual. Undercutting in welding may occur because of high travel speed, poor welding techniques, excessive heat, or too high amperage. It looks and behaves like a crack along the bead edge, creating a stress riser or weak point on the tube cross-section and a potential site for failure.
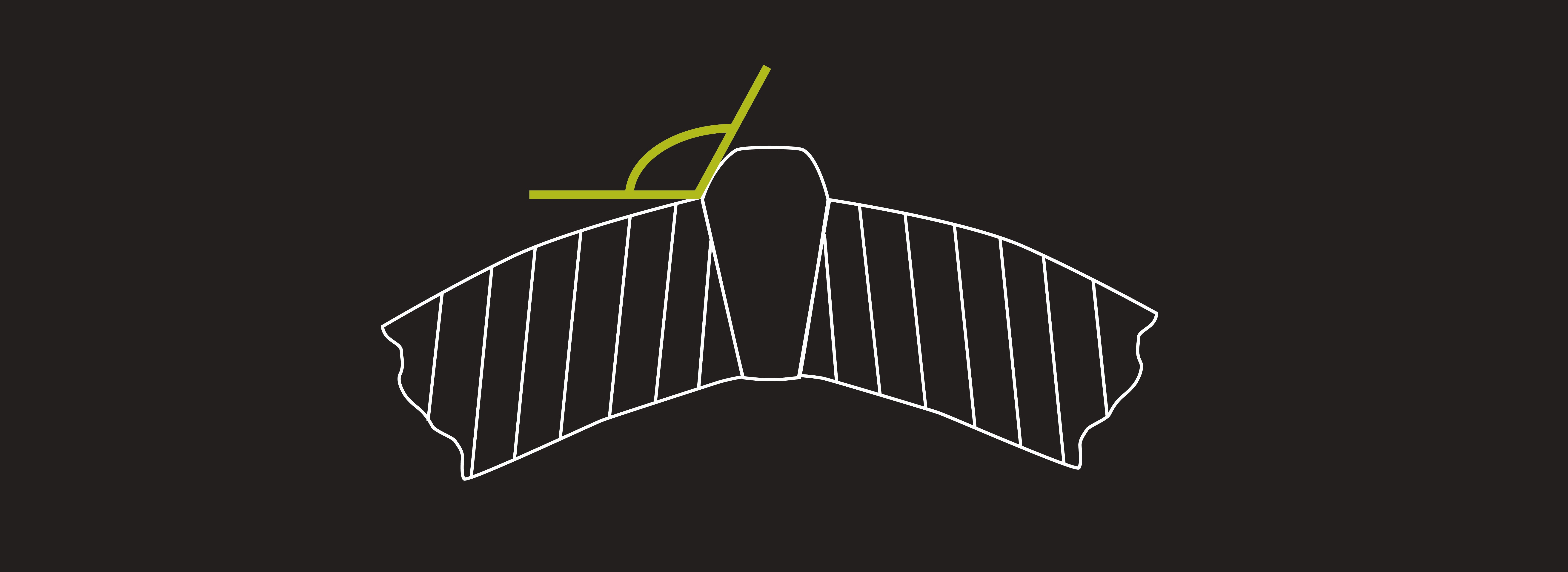
Left and Right Slope Angles:
The Left and Right Slope Angles are measured in degrees at either edge of the weld bead and represent the angle subtended by a line that follows the contour of the weld bead against a horizontal line. Note that it is important to measure both the left and right slope angles separately as the shape of the parent material could be asymmetric. Also referred to as the Toe Angle, it can indicate the strength of the weld and the correct forming of the parent material of the tube during the creation of the weld, particularly on an ERW/HF process. A larger or smaller than-normal slope angle could be an indication of a forming problem such as too much or too little pressure applied during welding.
Using these measurements, operators can set thresholds so when a defect warning or failure limit is breached, an audio and/or light tower signal can be sent. The condition can also be sent to a defect marking system (paint or laser) that marks the area of the product where the error occurred for further inspection, repair, or removal.
Stay tuned as we continue to release more from this series or check out the previous blog on Mismatch and Deflection to learn more.
Stay up to date by following us on social media or subscribe to our blog!
![]()
![]()
![]()
![]()



