

|
By 2026, HDR weld pool camera technology has evolved from research labs to production floors, with systems now offering 140+ dB dynamic range and real-time AI integration.
Arc welding creates extreme brightness variation between the welding arc and the surrounding weld pool. This often exceeds the capabilities of conventional machine vision cameras, leading to camera exposure and saturation issues that obscure critical weld details.
When exposure is adjusted for the bright arc region, the weld pool and surrounding material become too dark to analyze. When exposure is adjusted for the weld pool, the arc region becomes overexposed or saturated, reducing weld pool visibility and limiting reliable weld defect detection.
HDR weld cameras such as the Xiris XVC Series camera, Xiris XIR-1800, and the NIR camera system are designed to manage these high-contrast welding scenes by preserving detail across both bright and dark regions of the image, improving weld pool visibility under open arc conditions.1
Why Additive Manufacturers Struggle to See Weld Pools Clearly
Even in conventional welding, weld pool visibility is a persistent challenge. Arc glare, spatter, and fumes frequently overwhelm standard camera sensors, leading to camera exposure and saturation issues that obscure the melt pool. This results in missed or undetected weld defects. These limitations are amplified in additive manufacturing, where the process is continuous and layer-dependent.
Additive manufacturing processes such as Wire Arc Additive Manufacturing (WAAM), laser cladding, and Directed Energy Deposition (DED) inherit all of traditional welding's optical challenges and add several of their own.
- Extreme dynamic range: Intense arc light, thermal radiation, and spatter create high-contrast scenes that exceed the dynamic range of conventional imaging systems. Without high dynamic range imaging, cameras either saturate the arc region or lose detail in the surrounding melt pool.
- Thermal accumulation: As layers build, repeated heating and cooling cycles shift temperature distribution across the part. These transient changes affect emissivity, arc stability, and melt pool geometry, making fixed exposure imaging unreliable over time.
As a result, weld pool visibility can degrade progressively throughout a build unless the imaging system actively adapts to changing conditions.
In WAAM, process stability depends on continuous monitoring of arc behavior, droplet transfer, and melt pool geometry. This requires imaging systems designed for high-speed, high-contrast environments. Systems such as Xiris weld cameras combine high dynamic range imaging with optimized optics and multi-sensor monitoring to maintain stable melt pool observation across multi-layer builds, enabling reliable real-time feedback and detection of process deviations.2

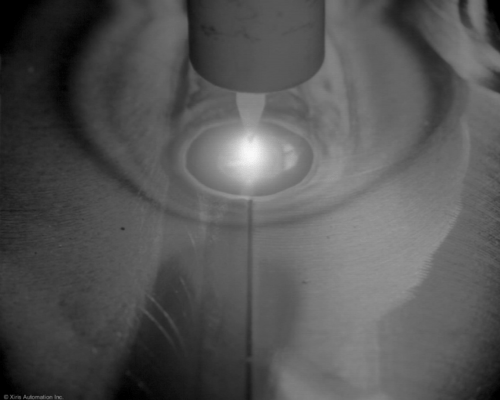
Figure 1: GMAW monitoring using the Xiris XIR-1800 and Xiris Voltage Trigger Kit. The weld pool, arc, and temperature readings are clearly visible and measurable.
Source: Xiris Automation
|
Why Weld Pool Visibility Matters
Clear weld pool visibility directly impacts part quality and process control. When cameras cannot penetrate arc glare, critical defects form undetected and control systems lose direct insight into the weld process.
Porosity detection relies on observing gas bubble formation within the molten pool—features that disappear under arc saturation. Lack of fusion is only visible when both the arc region and joint boundaries are clearly captured in the same image. Bead tracking for automated welding depends on accurate identification of the joint centerline and edge geometry.
Penetration monitoring requires visibility of weld pool width, length, and surface deformation—key indicators that correlate with root penetration, keyhole stability, and overall mechanical performance in high-energy processes.
Machine learning models trained on high dynamic range imaging data achieve high defect classification accuracy, while robotic systems use the same visual data for seam tracking and adaptive control across varying joint geometries.
Without sufficient weld pool visibility, these systems revert to indirect signals such as voltage and current, which provide significantly less information about actual weld quality.
What is HDR Imaging in Weld Cameras?
High Dynamic Range (HDR) imaging fundamentally changes how welding cameras handle the extreme brightness variations in arc welding. Standard industrial CMOS cameras typically operate at around 6–7 dB of dynamic range, while HDR weld cameras such as the Xiris XVC-1000 exceed 140 dB. This allows them to capture brightness variations exceeding 1000:1 ratios within a single frame—essential when the arc can be 10-15 times brighter than supplemental illumination systems.3
Xiris HDR weld pool cameras achieve this extended range through several complementary methods:
- Multiple exposure handling captures a rapid sequence of images at different exposure times, from microseconds to capture arc details to longer exposures for surrounding features. Then merges them into a single composite image.
- Adaptive exposure systems analyze scene brightness in real-time and automatically adjust capture parameters to maintain optimal exposure across varying welding conditions.
- High dynamic range sensors use circuit designs that prevent pixel saturation even under extreme illumination, maintaining detail throughout the brightness spectrum.
|
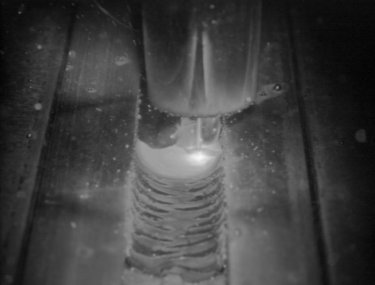
Figure 2: Xiris NIR Camera System: XVC-750T Camera and XLP-850 Illumination detection in welding mode.
|
Why Conventional Machine Vision Cameras Struggle in Welding Applications
Conventional machine vision cameras are typically designed for controlled industrial environments with stable lighting and limited contrast variation. Welding applications, however, introduce extreme imaging conditions where arc radiation, thermal fluctuations, fumes, spatter, and highly reflective metal surfaces create rapid brightness changes within a single frame, making stable weld pool visualization difficult.
Studies on automated weld inspection consistently identify low image contrast, noise, brightness variation, and defect visibility as key challenges in welding image analysis. These conditions reduce the clarity of weld pool boundaries, penetration profiles, and small surface defects, limiting reliable weld defect detection.
These limitations become increasingly problematic in high-energy processes such as robotic welding, laser cladding, and additive manufacturing, where process stability depends on continuous real-time monitoring.
In additive manufacturing applications, including WAAM and DED, rapidly changing thermal conditions further complicate imaging performance. Multi-layer deposition continuously alters surface temperature, emissivity, and melt pool geometry, making it difficult for conventional exposure systems to maintain consistent image quality. Under these conditions, cameras may either expose correctly for the bright arc region or preserve darker weld pool detail, but rarely both simultaneously.
|
|
|
|
|
|



Unlike some camera providers who rely on post-processed or retouched images in their marketing materials, Xiris publishes unedited images captured live from the camera during active welding.
How HDR Weld Cameras Improve Defect Detection
Xiris HDR weld pool cameras are designed to operate under extreme contrast conditions by preserving detail in both the intense arc zone and the surrounding melt pool within a single exposure. Rather than allowing high-intensity arc regions to saturate the sensor, high dynamic range imaging maintains usable contrast across the full welding scene, enabling more reliable weld pool visibility and weld defect detection.4
The most significant advantage of HDR weld cameras is shifting defect detection from post-process inspection to in-process identification. Catching defects during welding allows immediate parameter correction, while missed defects can lead to rework, scrap, or field failure.
The weld defects below each have a visible signature within the melt pool that can be observed and analyzed using Xiris HDR weld cameras during welding:
- Underfill
- Undercut
- Lack of penetration
- Lack of fusion
- Spatter
- Porosity
- Overlap
- Excess Reinforcement
- Cracks
- Burn Through
- Incomplete Fusion
- Slag Inclusion
- Arc Strikes
- Weld Distortion
- Cold lap
By reducing arc glare and preserving weld pool detail, Xiris HDR weld cameras can support:
- Improved weld pool boundary visibility
- More stable seam tracking
- Reliable weld defect detection
- Enhanced real-time process monitoring
- Higher-quality image data for machine learning and automated inspection systems
Choosing the Right HDR Weld Camera
The difference between conventional machine vision cameras and Xiris HDR weld cameras becomes most apparent in high-brightness welding applications, where exposure and saturation are unavoidable with standard imaging systems. The comparison below highlights where each camera category performs well — and where the limitations become critical for production welding and additive manufacturing.
|
Specification / Capability
|
Typical Industrial Machine Vision Cameras
|
Thermal Weld Cameras
|
High-Speed Scientific Cameras
|
Xiris HDR Weld Cameras
|
|
Dynamic Range
|
~60–75 dB
|
~70–100 dB thermal
|
~70–90 dB
|
120–140+ dB
|
|
Brightness Ratio
|
1,000:1 – 10,000:1
|
Thermal gradients only
|
Application dependent
|
>1,000,000:1
|
|
Weld Pool Visibility
|
Difficult under arc glare
|
Thermal only
|
Depends on lighting
|
Direct visibility under open arc
|
|
Resolution
|
1–12 MP
|
320×256 to 1280×1024 common
|
1–4 MP at high speed
|
1280×1024
|
|
Frame Rate
|
30–60 fps typical
|
30–60 fps typical
|
500–100,000+ fps
|
Up to 55–60 fps
|
|
Arc Glare Reduction
|
External filters often required
|
Not designed for visible arc
|
Manual exposure balancing is required
|
HDR is specifically optimized for arc glare reduction
|
|
WAAM / DED Suitability
|
Application dependent
|
Common for thermal analysis
|
Mostly R&D environments
|
Specifically supported for WAAM and DED
|
|
Designed Specifically for Welding
|
No
|
Partially
|
No
|
Yes
|
What Specifications Don't Show You
Specifications describe controlled test performance. They do not reflect how reliably a camera maintains weld pool visibility in demanding production environments such as WAAM, robotic welding, or multi-shift manufacturing cells.
A growing number of lower-cost HDR welding cameras now advertise competitive dynamic range values on paper. While these systems may be sufficient for basic monitoring or R&D applications, production environments place far greater importance on long-term imaging stability, support, and system reliability.
Key factors that affect real-world performance and are Xiris’s USPs:
- Dynamic range stability: HDR performance can degrade over time without proper thermal management, reducing arc glare reduction capability and weld defect detection reliability.
- Software and image processing: HDR processing algorithms vary significantly between manufacturers and directly impact image clarity, contrast preservation, and automated analysis performance.
- Support and warranty coverage: Production systems require fast technical support and dependable warranty coverage to reduce downtime risk.
- Long-term integration support: Stable part availability and integration support are critical for closed-loop monitoring and automated manufacturing systems.
Xiris HDR weld pool cameras are purpose-built for welding and additive manufacturing applications that require stable, high-dynamic-range imaging under open-arc conditions. The XVC series camera, the XIR-1800, and the new Xiris NIR camera support WAAM and DED workflows with simultaneous arc and weld-pool visibility, as well as real-time monitoring and adaptive process control.
For manufacturers evaluating HDR weld pool cameras for production use, contact Xiris to discuss your application requirements.
Frequently Asked Questions
What causes weld camera saturation?
Weld camera saturation occurs when arc brightness exceeds the sensor’s maximum capacity, causing overexposed or “blown-out” image regions with little visible detail. This is common in high-energy welding processes where the arc is significantly brighter than the surrounding weld pool.
Can HDR cameras see through arc glare?
Xiris HDR weld cameras do not eliminate arc light, but they manage extreme contrast more effectively than conventional imaging systems. High dynamic range imaging preserves detail in both bright and dark regions, improving weld pool visibility around the arc.
Why is weld pool visibility important?
Clear weld pool visibility is critical for monitoring weld quality, penetration, bead formation, and process stability in real time. It also supports seam tracking, closed-loop control, and automated weld defect detection in robotic welding and additive manufacturing systems.
Are machine vision cameras sufficient for welding?
Standard machine vision cameras may work in controlled lighting conditions, but welding environments introduce extreme brightness variation, thermal radiation, fumes, and reflections that often exceed their dynamic range capabilities. This can lead to sensor saturation and loss of weld pool detail.
Why do additive manufacturing systems struggle with weld imaging?
Processes such as WAAM, laser cladding, and DED generate intense thermal radiation and rapidly changing melt pool geometry during deposition. As layers build, thermal accumulation continuously changes scene brightness and emissivity, making stable imaging difficult for conventional cameras.
How do HDR weld cameras improve defect detection?
Xiris HDR weld cameras improve weld defect detection by preserving image detail across high-contrast welding scenes. Better visibility of weld pool boundaries and bead geometry helps automated inspection systems identify defects more reliably.
What types of welding applications benefit most from HDR imaging?
HDR imaging is particularly valuable in applications with intense arc brightness or rapidly changing thermal conditions, including:
These processes often require stable real-time imaging for process control, inspection, and automated defect detection.
What types of welding applications benefit most from HDR imaging?
HDR imaging is particularly valuable in applications with intense arc brightness or rapidly changing thermal conditions, including:
- Robotic welding
- TIG and MIG welding
- Plasma welding
- Laser welding
- WAAM
- Directed Energy Deposition (DED)
- Laser cladding
These processes often require stable real-time imaging for process control, inspection, and automated defect detection.
|
|
Sources:
Follow Xiris on social media for regular updates and welding videos!
![]()
![]()
![]()
![]()



