22 Apr 2014
22 Apr 2014
 18 Mar 2014
18 Mar 2014
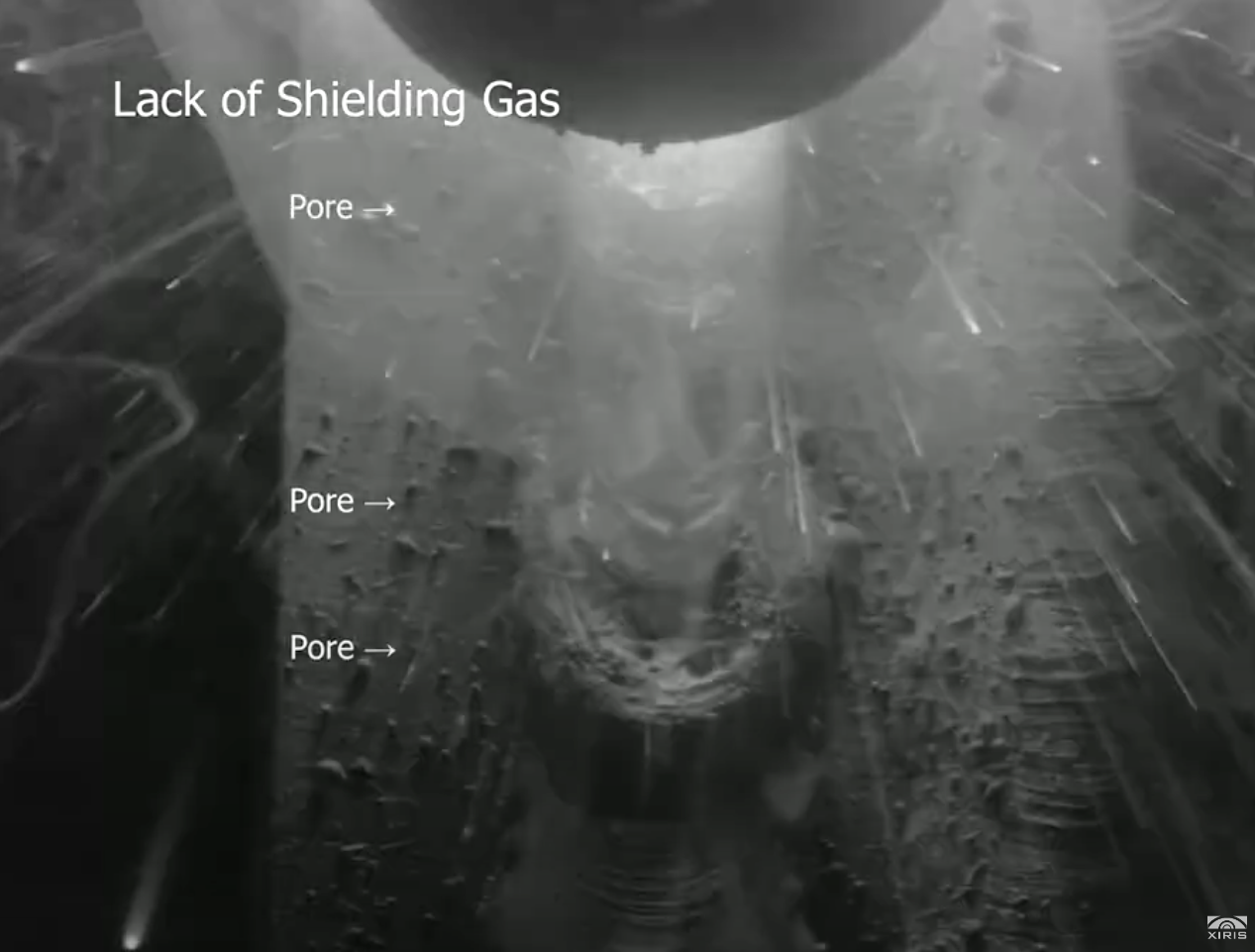
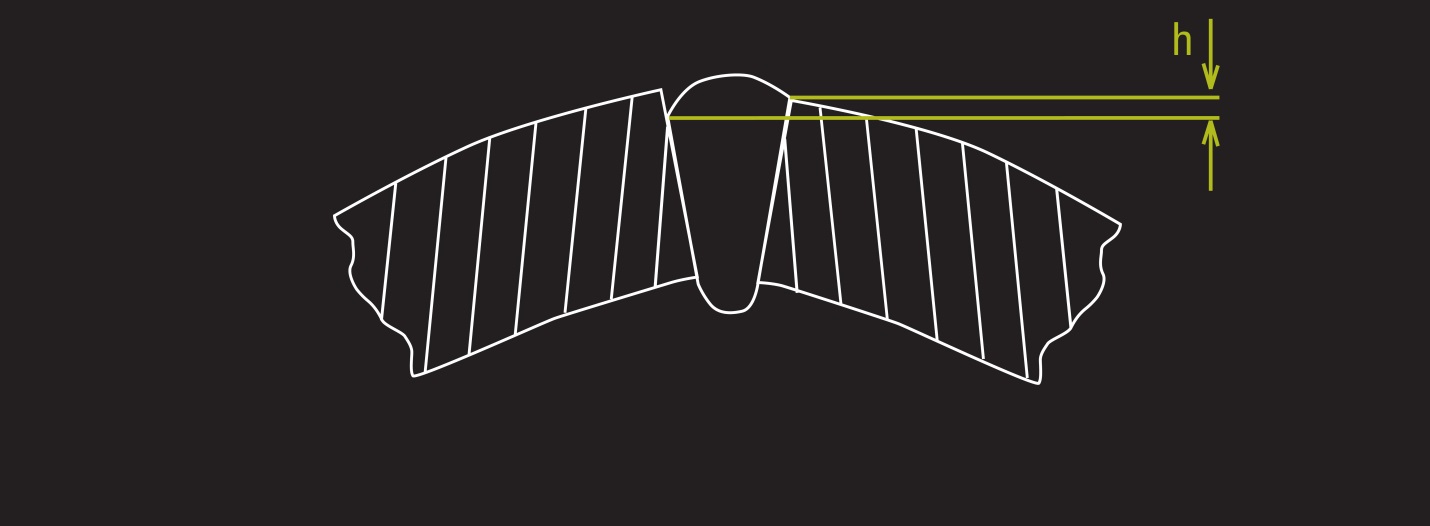
quality control weld camera weld inspection Laser welding image processing High Dynamic Range Tube and Pipe welding laser-based monitoring Pipe Cladding welding defect undercut

Xiris Automation Inc.
5046 Mainway, Unit 2
Burlington, Ontario, Canada L7L 5Z1
Email: sales@xiris.com
Phone: +1.905.331.6660
Fax: +1.905.331.6661
Xiris Automation GmbH
Holterkamp 18 40880
Ratingen Germany