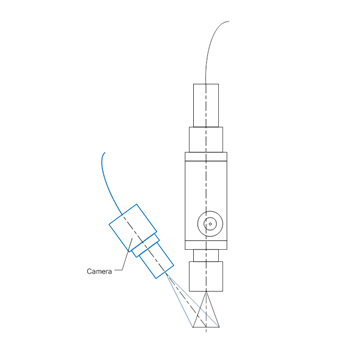
%20to%20view%20the%20process%20Coaxially%20(with%20the%20Laser)-1.jpg) 7 Aug 2024
7 Aug 2024
 13 Sep 2018
13 Sep 2018
 16 Aug 2016
16 Aug 2016
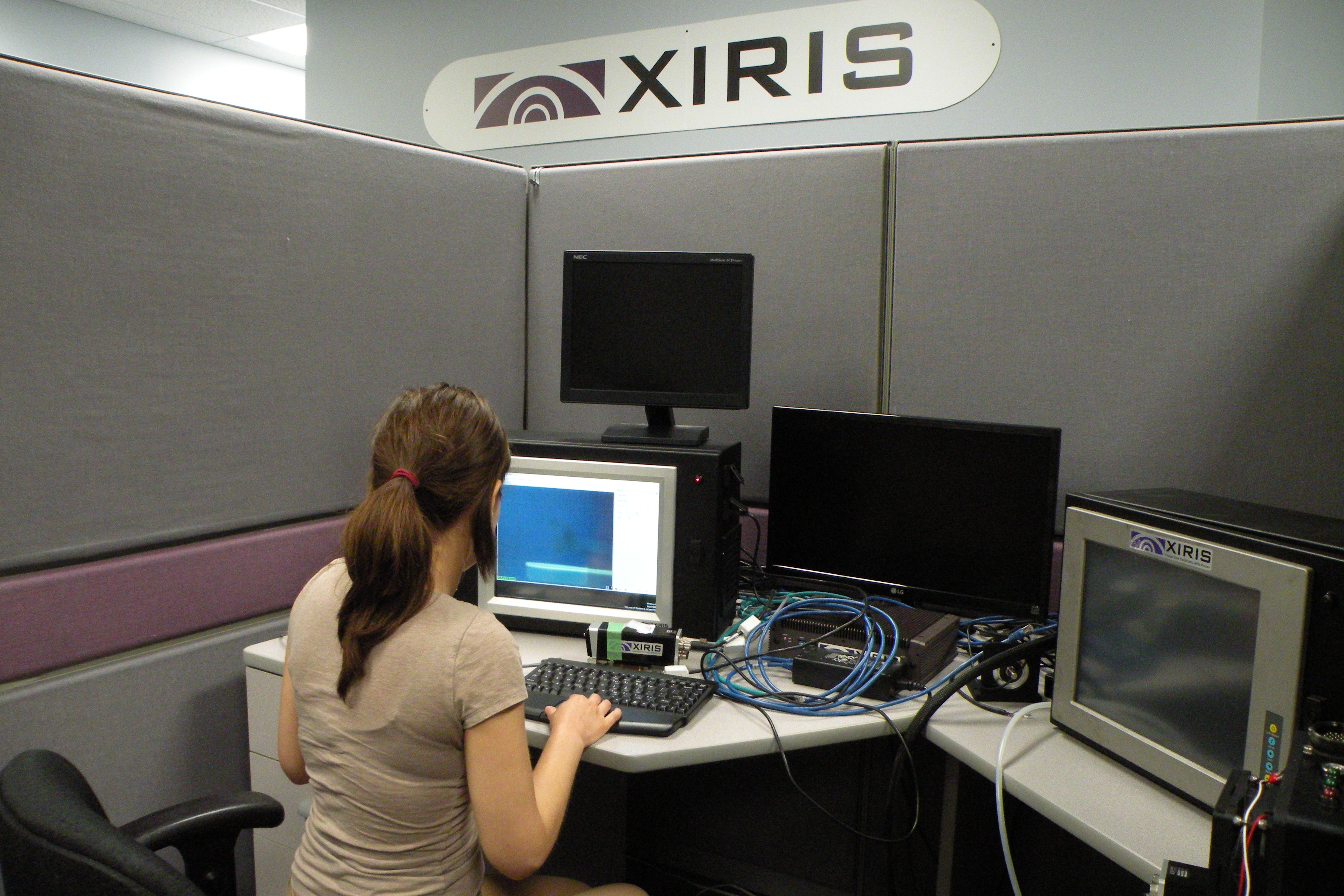
quality control weld camera welding High Dynamic Range productivity color weld camera weld seam weld seam alignment
 10 May 2016
10 May 2016
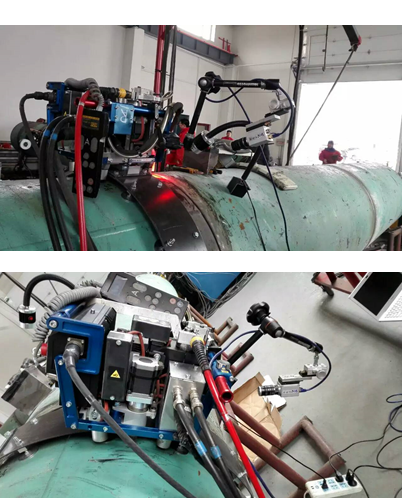
quality control weld camera Xiris welding High Dynamic Range Tube and Pipe welding weld pool productivity orbital welding
 26 Apr 2016
26 Apr 2016
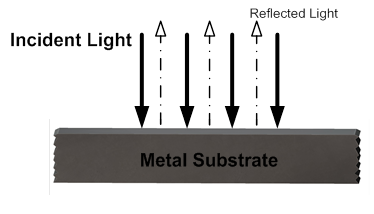
quality control weld camera Laser welding Xiris welding High Dynamic Range weld pool productivity slag buildup
 19 Jan 2016
19 Jan 2016
 5 Jan 2016
5 Jan 2016
 27 Oct 2015
27 Oct 2015
 14 Oct 2014
14 Oct 2014
 23 Sep 2014
23 Sep 2014
Trade Show houston pipe tube presentation defects conference exhibit vendors fabricators scrap productivity