2 May 2019
2 May 2019
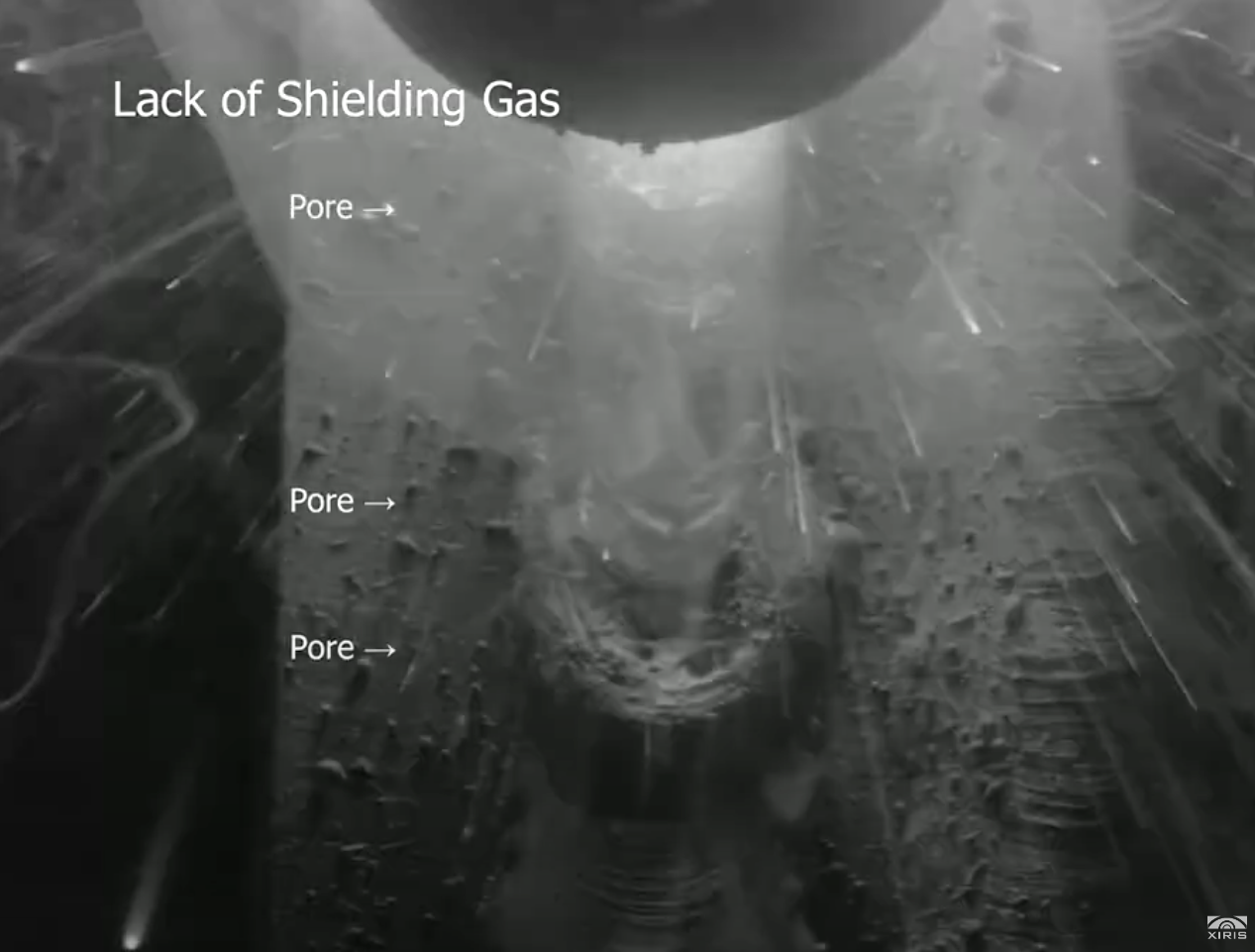
weld inspection manufacturing defects weld monitoring XVC Weld Camera HDR color weld camera color imaging weld camera system welding education consistent
 5 Mar 2019
5 Mar 2019
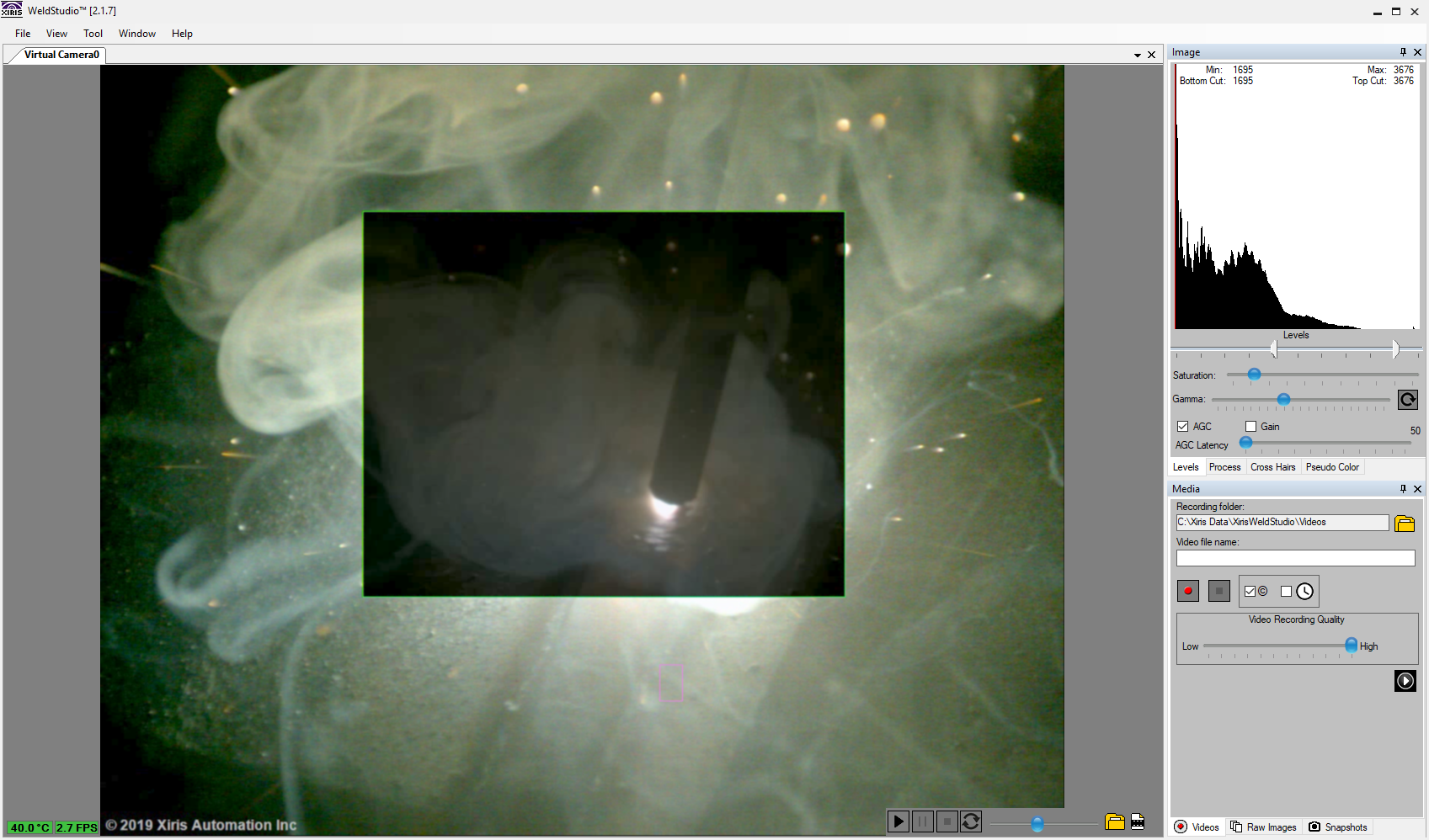
weld inspection manufacturing area of interest color imaging weld camera system welding education consistent WeldStudio PictureInaPicture PIP
 13 Sep 2016
13 Sep 2016

Xiris Automation Inc.
5046 Mainway, Unit 2
Burlington, Ontario, Canada L7L 5Z1
Email: sales@xiris.com
Phone: +1.905.331.6660
Fax: +1.905.331.6661
Xiris Automation GmbH
Holterkamp 18 40880
Ratingen Germany